El funcionamiento de las centrales térmicas depende de grandes volúmenes de agua. La mayor parte del agua (más del 90%) se gasta en los sistemas de refrigeración de diversos equipos: condensadores de turbinas, aceite de aerogeneradores, mecanismos mecánicos, etc.
Las aguas residuales son cualquier flujo de agua que sale del ciclo de la central eléctrica.
A las aguas residuales o aguas residuales, además de las aguas de los sistemas de refrigeración, se les puede atribuir: aguas residuales de los sistemas de eliminación de hidrocenizas (HSU), que se realizaron después del lavado químico de los equipos de energía térmica o su conservación: agua de lodos de regeneración de Instalaciones de tratamiento de agua (tratamiento de agua): aguas residuales contaminadas con nafta, desechos y desechos que se producen al lavar superficies de calefacción externas, calderas de calefacción y economizadores de calderas de agua, que queman fueloil de alta pureza.
Los depósitos de aguas residuales procesadas se identifican por el tipo de TES y el equipo principal, su resistencia, el tipo de incendio, el almacenamiento del agua de salida, el método de tratamiento del agua, principalmente la producción y, especialmente, el nivel de operación.
El agua después de enfriar los condensadores de las turbinas y los ventiladores de refrigeración, por regla general, solo sufre la llamada obstrucción térmica, ya que su temperatura excede la temperatura del agua del depósito de agua en 8 ... 10 C. En algunos casos, se pueden agregar aguas de enfriamiento a aguas naturales y de fuentes extrañas. Esto se debe al hecho de que el sistema de refrigeración también incluye aceite de refrigeración, cuya pérdida de resistencia puede provocar la penetración de productos de nafta (aceites) en el agua de refrigeración. En las plantas de calefacción de fueloil se generan aguas residuales para eliminar el fueloil.
Los aceites se pueden perder en el agua de drenaje del edificio principal, garajes, unidades de almacenamiento interno y dispensarios de aceite.
El volumen de agua en los sistemas de refrigeración está determinado por la cantidad principal de vapor que fluye hacia los condensadores de las turbinas. Por lo tanto, la mayor cantidad de agua en la condensación de TES (CES) y AES, donde el volumen de agua (t/año) que enfría los condensadores de las turbinas, se puede encontrar mediante la fórmula Q=KW Delaware W.- Potencia de la estación, MW; Antes- Coeficiente, para TES Antes= 100...150: para AEC 150...200.
En las centrales eléctricas donde se queman sólidos, se eliminan grandes cantidades de cenizas y escorias mediante un método hidráulico, que requiere una gran cantidad de agua. En la central termoeléctrica de 4.000 MW que funciona en la vugilla de Ekibastuz se queman hasta 4.000 t/año, lo que genera aproximadamente 1.600...1.700 t/año de cenizas. Para evacuar esta cantidad de agua de la estación se requieren al menos 8000 m 3 /año de agua. Por lo tanto, el principal resultado directo de este problema es la creación de sistemas DZP circulantes, cuando se eliminan las cenizas de las cenizas y el agua se clarifica directamente de regreso al TES en el sistema DZP.
Las aguas de arrastre de la DZP están significativamente contaminadas con materia en suspensión, lo que puede provocar una mayor mineralización y, en la mayoría de los casos, una mayor fluidez. Además, pueden contener flúor, arsénico, mercurio y vanadio.
Los efluentes tras el lavado químico o la conservación de equipos de energía térmica son muy diversos en el almacén debido a la gran cantidad de residuos de lavado. Para el enjuague se utilizan ácidos minerales clorhídrico, ácido, fluorhídrico, sulfámico, así como ácidos orgánicos: cítrico, ortoftálico, adípico, acedera, murashina, etc. Junto a ellos se encuentran Trilon B, varios inhibidores de corrosión, hidracina de superficie, nitritos y amoníaco.
Como resultado de reacciones químicas, se forman diversos ácidos orgánicos e inorgánicos, nitratos, sales de amonio, saliva, cobre, Trilon B, tory, hidracina, flúor, urotropina, captax, etc. Tal diversidad de desechos químicos requerirá una perfecta neutralización y eliminación individual de desechos tóxicos y lavados químicos.
Al lavar las superficies exteriores con agua, se agrega calor al TEC, que se utiliza para calentar el calor como combustible puro. Vale la pena recordar que estos extensos procesos de intercambio van acompañados de la eliminación de lodos y de materiales valiosos, como el vanadio y el níquel.
Durante la operación del tratamiento de agua sin sal en TES y AES, se producen aguas residuales del almacén de reactivos, lavado de filtros mecánicos, eliminación de agua de lodos de clarificadores y regeneración de filtros de intercambio iónico. Esta agua contiene una gran cantidad de sales de calcio, magnesio, sodio, aluminio y sal. Por ejemplo, en una central térmica con una productividad de tratamiento químico de agua de 2000 toneladas/año, se descargan sales hasta 2,5 toneladas/año.
Los pretratamientos (filtros mecánicos y clarificadores) eliminan residuos no tóxicos: carbonato de calcio, hidróxido de aluminio, ácido silícico, materia orgánica, partículas de arcilla.
I, se encontró que en las centrales eléctricas que utilizan sistemas de control de turbinas de vapor y petróleo del tipo ivviol u OMTI, se genera una pequeña cantidad de aguas residuales contaminadas con azufre.
Principal documento regulatorio, instalaré un sistema para la protección de las aguas superficiales, que servirá como “Reglas para la protección de las aguas superficiales (campamento típico)” (Moscú: Derzhkomprirodi, 1991).
TES de aguas residuales y su depuración.
1. Clasificación de las aguas residuales TES
El funcionamiento de las centrales térmicas depende de grandes volúmenes de agua. La mayor parte del agua (más del 90%) se gasta en los sistemas de refrigeración de diversos equipos: condensadores de turbinas, aceite de aerogeneradores, mecanismos mecánicos, etc.
Las aguas residuales son cualquier flujo de agua que sale del ciclo de la central eléctrica.
A las aguas residuales o aguas residuales, además de las aguas de los sistemas de refrigeración, se les puede atribuir: aguas residuales de los sistemas de eliminación de hidrocenizas (HSU), que se realizaron después del lavado químico de los equipos de energía térmica o su conservación: agua de lodos de regeneración de Instalaciones de tratamiento de agua (tratamiento de agua): aguas residuales contaminadas con nafta, desechos y desechos que se producen al lavar superficies de calefacción externas, calderas de calefacción y economizadores de calderas de agua, que queman fueloil de alta pureza.
Los depósitos de aguas residuales procesadas se identifican por el tipo de TES y el equipo principal, su resistencia, el tipo de incendio, el almacenamiento del agua de salida, el método de tratamiento del agua, principalmente la producción y, especialmente, el nivel de operación.
El agua después de enfriar los condensadores de las turbinas y los ventiladores de refrigeración, por regla general, solo sufre la llamada obstrucción térmica, ya que su temperatura excede la temperatura del agua del depósito de agua en 8 ... 10 C. En algunos casos, se pueden agregar aguas de enfriamiento a aguas naturales y de fuentes extrañas. Esto se debe al hecho de que el sistema de refrigeración también incluye aceite de refrigeración, cuya pérdida de resistencia puede provocar la penetración de productos de nafta (aceites) en el agua de refrigeración. En las plantas de calefacción de fueloil se generan aguas residuales para eliminar el fueloil.
Los aceites se pueden perder en el agua de drenaje del edificio principal, garajes, unidades de almacenamiento interno y dispensarios de aceite.
El volumen de agua en los sistemas de refrigeración está determinado por la cantidad principal de vapor que fluye hacia los condensadores de las turbinas. Por lo tanto, la mayor cantidad de agua en la condensación de TES (CES) y AES, donde el volumen de agua (t/año) que enfría los condensadores de las turbinas, se puede encontrar mediante la fórmula Q=KW Delaware W.- Potencia de la estación, MW; Antes- Coeficiente, para TES Antes= 100...150: para AEC 150...200.
En las centrales eléctricas donde se queman sólidos, se eliminan grandes cantidades de cenizas y escorias mediante un método hidráulico, que requiere una gran cantidad de agua. En la central termoeléctrica de 4.000 MW que funciona en la vugilla de Ekibastuz se queman hasta 4.000 t/año, lo que genera aproximadamente 1.600...1.700 t/año de cenizas. Para evacuar esta cantidad de agua de la estación se requieren al menos 8000 m 3 /año de agua. Por lo tanto, el principal resultado directo de este problema es la creación de sistemas DZP circulantes, cuando se eliminan las cenizas de las cenizas y el agua se clarifica directamente de regreso al TES en el sistema DZP.
Las aguas de arrastre de la DZP están significativamente contaminadas con materia en suspensión, lo que puede provocar una mayor mineralización y, en la mayoría de los casos, una mayor fluidez. Además, pueden contener flúor, arsénico, mercurio y vanadio.
Los efluentes tras el lavado químico o la conservación de equipos de energía térmica son muy diversos en el almacén debido a la gran cantidad de residuos de lavado. Para el enjuague se utilizan ácidos minerales clorhídrico, ácido, fluorhídrico, sulfámico, así como ácidos orgánicos: cítrico, ortoftálico, adípico, acedera, murashina, etc. Junto a ellos se encuentran Trilon B, varios inhibidores de corrosión, hidracina de superficie, nitritos y amoníaco.
Como resultado de reacciones químicas, durante el proceso de lavado o conservación se pueden liberar diversos ácidos orgánicos e inorgánicos, prados, nitratos, sales de amonio, saliva, cobre, trilon B, inhib, itori, hidracina, flúor, urotropina, captax, etc. Esta diversidad de desechos químicos enfatiza la eficacia individual de la neutralización y el entierro de los desechos tóxicos de los lavados químicos.
Al lavar las superficies exteriores con agua, se agrega calor al TEC, que se utiliza para calentar el calor como combustible puro. Cabe recordar que estos extensos procesos de intercambio van acompañados de la eliminación de lodos, eliminando sustancias valiosas como el vanadio y el níquel.
Durante la operación del tratamiento de agua sin sal en TES y AES, se producen aguas residuales del almacén de reactivos, lavado de filtros mecánicos, eliminación de agua de lodos de clarificadores y regeneración de filtros de intercambio iónico. Esta agua contiene una gran cantidad de sales de calcio, magnesio, sodio, aluminio y sal. Por ejemplo, en una central térmica con una productividad de tratamiento químico de agua de 2000 toneladas/año, se descargan sales hasta 2,5 toneladas/año.
Los pretratamientos (filtros mecánicos y clarificadores) eliminan residuos no tóxicos: carbonato de calcio, hidróxido de aluminio, ácido silícico, materia orgánica, partículas de arcilla.
I, se encontró que en las centrales eléctricas que utilizan sistemas de control de turbinas de vapor y petróleo del tipo ivviol u OMTI, se genera una pequeña cantidad de aguas residuales contaminadas con azufre.
El principal documento normativo que establecerá un sistema para la protección de las aguas superficiales son las “Reglas para la protección de las aguas superficiales (reglamentos estándar)” (M.: Derzhkomprirodi, 1991).
2. Ingreso de aguas residuales de TES a reservorios naturales
Los cuerpos de agua naturales son sistemas ecológicos complejos (ecosistemas) que proporcionan la base para la biocenosis: la densidad de organismos vivos (criaturas y plantas). Estos sistemas fueron creados a lo largo de miles de años de evolución del mundo viviente. Los embalses contienen no sólo acumulaciones y depósitos de agua, en los que el agua se promedia en un tanque, y continuamente se llevan a cabo procesos de cambio del almacenamiento de las casas, acercándolos al mismo nivel. Puede ser destruido como resultado de la actividad humana debido al vertido de aguas residuales de TES.
Los organismos vivos (hidrobiontes) que habitan los cuerpos de agua están estrechamente conectados entre sí por la mente de la vida y, en primer lugar, por los recursos alimentarios. Los hidrobiontes desempeñan un papel importante en el proceso de autopurificación con agua. Algunos hidrobiontes (incluidas las plantas) sintetizan sustancias orgánicas, lo que da como resultado sustancias inorgánicas a partir de un exceso de sustancias, como CO 2, NH 3 y otros.
Otros hidrobiontes (es decir, criaturas) adquirirán un habla orgánica ya preparada. Las algas también mineralizan compuestos orgánicos. El proceso de fotosíntesis huele a acidez. La mayor parte de la acidez se encuentra en el agua a través de la aireación cuando el agua entra en contacto con el viento.
Los microorganismos (bacterias) intensifican el proceso de mineralización de la materia orgánica durante la oxidación con ácido.
El deterioro del ecosistema en una situación igualmente importante, por ejemplo, debido a los vertidos de aguas residuales, puede provocar la destrucción y muerte de una especie (población) joven de hidrobiontes, lo que lleva a una reacción de Lanzug que destruye toda la biocenosis. La destilación del agua intensifica los procesos que llevan el agua a un nivel óptimo, lo que se denomina procesos de autopurificación con agua. Las cosas más importantes en estos procesos son:
sedimentación de partículas gruesas y coagulación de pozos;
oxidación (mineralización) de casas orgánicas;
oxidación de minerales que albergan acidez;
neutralización de ácidos y bases cambiando la capacidad tampón con agua (adición) para cambiar el pH;
hidrólisis de iones de metales importantes, que conduce a la formación de hidróxidos de baja calidad y su liberación del agua;
el establecimiento del equilibrio del ácido carbónico (estabilización) en el agua, que se acompaña de la formación de una fase sólida (CaCO 3) o de la transición de su parte del agua.
Los procesos de autodepuración con agua dependen de las condiciones hidrobiológicas e hidroquímicas en las mismas. Los principales factores que influyen en los cuerpos de agua son la temperatura del agua, el contenido mineral del agua, la concentración de ácido, el pH del agua, la concentración del agua, que interfieren o complican el proceso de autopurificación con agua.
Para los hidrobiontes, el indicador más favorable es pH = 6,5 ... 8,5.
Los restos de agua vertidos de los sistemas de refrigeración TEC conllevan una importante carga “térmica” debido a que la temperatura ejerce un fuerte influjo sobre la biocenosis del cuerpo de agua. Por un lado, la temperatura influye directamente en la velocidad de las reacciones químicas y, por otro, en la velocidad de renovación de la deficiencia ácida. A medida que aumenta la temperatura, se aceleran los procesos de reproducción de los hidrobiontes.
La susceptibilidad de los organismos vivos a las sustancias tóxicas aumenta debido a los cambios de temperatura. Cuando la temperatura sube a +30°C, el crecimiento de las algas se acelera, la fauna se ve afectada, los peces se debilitan y comen. Además, a medida que aumenta la temperatura, cambia la acidez del agua.
La fuerte diferencia de temperatura que se produce cuando se libera agua caliente de los cuerpos de agua, provoca la muerte de los peces y representa una grave amenaza para el dominio de la pesca. Infusión de aguas residuales, cuya temperatura es 6...9 C superior a la temperatura del agua del río, para peces, adaptada a temperaturas estivales de hasta + 25 ° C.
La temperatura media mensual del agua en el depósito de agua del suministro de agua potable y cultural-doméstica de Gospodar después de desechar el agua calentada no tiene que bajar 3 °C, ajustada a la temperatura media mensual natural del agua en la superficie con agua o curso de agua para el mes más especial del rock. Para las aguas de Ribogospodarsky, la temperatura del agua en la salida de agua no debe ser más de 5 ° C por debajo de la salida de agua natural del lugar. La temperatura media mensual del agua durante la temporada alta en la cuenca pesquera de Rozrakhunkovo no debe exceder los 28 °C, y en aguas con peces de agua fría (salmón y pescado blanco) no debe exceder los 20 °C.
Limitar las concentraciones permitidas de flujos de desechos cerca de cuerpos de agua.
Para tratamiento de agua y agua sanitaria | Para el Ribogospodarskikh con agua |
||||
Rechovina | CDG mg/dm 3 | Clase de preocupación | Un indicador limitado de egoísmo | CDG mg/dm 3 |
|
Amoníaco NH3 | sanitario-toxicológico | toxicológico | |||
Vanadio V 5+ | |||||
Hidrazina N 2 H 4 | |||||
Zalizo Fe 2+ | organoléptico (color) | ||||
organoléptico (prismak) | |||||
Mish'yak como 2+ | sanitario-toxicológico | ||||
Níquel Ni 2+ | |||||
Nitratos (para NO 2 -) | |||||
poliacrilamida | |||||
número de días |
|||||
Świec Pb 2+ | |||||
Formaldehído | |||||
Sulfatos (SO 4) | organoléptico (prismak) | sanitario-toxicológico | |||
organoléptico (olor) | toxicológico | ||||
TLCAN y naftoproductos | organoléptico (plivka) | Ribogospodarsky |
La concentración límite permisible (MAC) de una sustancia líquida en el agua de un embalse se llama concentración que, después de pasar tres horas inyectándola, no causa ningún cambio patológico o enfermedad en el cuerpo humano, según revela la vigilancia actual. métodos, y tampoco destruye el óptimo biológico de Vodemi.
En la mesa 1 fue inducido por el GDK de ciertos discursos característicos de la energía.
¿Qué tipo de afluencia hay en las aguas naturales en torno a la turbiedad característica de los TES?
Naftoproductos. Los desagües que se disponen cerca de un depósito de agua, eliminando productos de nafta, provocan la aparición de olor y sabor a gas en el agua, la formación de depósitos de líquido o aceite en su superficie y la deposición de importantes productos de nafta en el fondo del el agua. La fusión de los productos de nafta perturba el proceso de intercambio de gases e interfiere con la penetración de los intercambios de luz en el agua, congestionando los bancos y protegiendo el contenido de agua.
Cuando se consumen en agua, los productos de nafta se descomponen gradualmente en ácido carbónico y agua como resultado de la oxidación bioquímica. Sin embargo, este proceso transcurre completamente y depende de la cantidad de ácido disuelto en el agua, la temperatura del agua y la cantidad de microorganismos que contiene. Durante la infusión, la mezcla de productos de nafta se descompone en un 50...80% en un período de 5...7 días, a temperaturas inferiores a +10°C el proceso de descomposición es más difícil, y a +4°C el El proceso de descomposición no es posible.
Los fondos de los productos de nafta aparecen aún más y se convierten en una fuente de contaminación secundaria del agua.
La presencia de productos de nafta en el agua hace que el agua no sea apta para beber. El dominio de los pescadores produce especialmente grandes disturbios. Los peces son los más sensibles a los cambios en el almacenamiento químico del agua y a la presencia de productos de nafta en el período embrionario. Los productos de nafta, que se consumen en los depósitos de agua, también se producen hasta la muerte del plancton, una importante fuente de alimento para los peces.
Las aves acuáticas también sufren la contaminación del agua con productos de nafta. Las plumas y la piel de los pájaros se acurrucan frente a nosotros. Cuando el clima es fuerte, los pájaros morirán.
Ácidos y prados. Las aguas ácidas y de charcos cambian el valor del pH del agua en la zona donde se vierten. Un cambio de pH tiene un efecto negativo sobre la flora y la fauna del agua y altera los procesos bioquímicos y las funciones fisiológicas de los peces y otros organismos vivos. Cuando el nivel del agua es alto, es decir pH>9,5, la piel del pez, los tejidos de las aletas y las aletas, se doblan, las líneas de agua se absorben, autolimpiándose con agua. Si el indicador es bajo, entonces pH $ 5, aplique al pescado ácidos inorgánicos (sodio, clorhídrico, nitrógeno) y orgánicos (octólico, láctico, tartárico, etc.) con una solución tóxica.
Vanadio añadido Este potencial puede acumularse en el cuerpo. El hedor tiene efectos muy diversos en el organismo y provoca cambios en el sistema circulatorio, respiratorio y nervioso, lo que provoca alteraciones del metabolismo del habla y enfermedades alérgicas de la piel.
Subida conectada. Las sales ácidas del lago, que se disuelven como resultado de la infusión de ácido sobre el metal termoenergético, al neutralizar las sustancias ácidas pasan al hidrato del óxido del lago, que precipita y puede depositarse en los peces. Los complejos de saliva con ácido cítrico afectan negativamente el color y el olor del agua. Además, las sales de la planta pueden tener un efecto tóxico y los efectos de la sal trivalente (óxido) son perjudiciales para el tracto herbario.
Conexión de níquel Dañan el tejido de la pierna, causando daño funcional al sistema nervioso central, esquizofrenia y disminución del flujo sanguíneo.
Conexión de medios Pueden tener un efecto tóxico y, si entran al cuerpo por encima de la superficie, causan daños al tracto intestinal. Para los peces no es seguro aplicar concentraciones insignificantes de miel.
Nitrito y nitrato. Agua para eliminar nitritos y nitratos en cantidades que excedan el límite permitido. No pueden utilizar vikorstans para el suministro de agua nutritiva. Cuando se administraron se evitaron episodios de metahemoglobinemia grave. Además, los nitratos fluyen desagradablemente sobre el gran pez sin espinas.
amiak y las sales de amonio dañan los procesos biológicos en el agua y son altamente tóxicas para los peces. Además, las sales de amonio se oxidan a nitratos como resultado de procesos bioquímicos.
trilón B. Trilon B es tóxico para los microorganismos, incluidos los que participan en los procesos de purificación bioquímica. Los complejos de Trilon sin sales fuertes pueden tener una toxicidad significativamente menor, pero los complejos sin sales llenan el agua con agua y le dan un olor desagradable.
Inhibitorio OP-7, OP-10 imparten el olor a agua y un sabor específico a pescado. Por lo tanto, para los cuerpos de agua que se utilizan con fines agrícolas, el indicador límite de la rentabilidad de los inhibidores OP-7 y OP-10 es un indicador toxicológico, y para los cuerpos de agua de tratamiento de agua de escombros gubernamentales, nutricionales y culturales, organolépticos ( gusto, olfato).
Hidracina, semiflúor, amíquia, mercurio El agua es un desperdicio tanto para las personas como para la fauna. Sin embargo, el agua que se utiliza para beber tiene una baja concentración de iones fluoruro (aproximadamente 1,0-1,5 mg/l). Tanto las concentraciones más pequeñas como las más grandes de fluoruro son perjudiciales para el cuerpo humano.
Avances del solevmista Es probable que las aguas residuales se deban a la presencia de sales neutras cercanas a las sales que están presentes en las aguas primarias, lo que puede afectar negativamente la flora y fauna del agua.
Lodo, que se encuentra en las aguas residuales de la depuración de plantas de tratamiento de agua, utiliza palabras orgánicas. Cuando se consume en el agua, absorbe la baja acidez del agua mediante la oxidación de estas sustancias orgánicas, lo que puede provocar la interrupción de los procesos de autopurificación del agua y, en invierno, el desarrollo de la muerte de los peces. Los óxidos mucosos presentes en el lodo y el exceso de humedad atacan las mucosas de los peces y provocan su muerte.
La reducción de la afluencia negativa de TEC a los embalses de agua se lleva a cabo mediante los siguientes pasos principales: purificación de las aguas residuales antes de su vertido al embalse, organización del control necesario; cambiar la cantidad de aguas residuales hasta la creación de centrales eléctricas sin drenaje; recuperación de aguas residuales del ciclo TES; tecnología mejorada del propio TES.
En la mesa 2 presentaciones de una instalación de almacenamiento de aguas residuales promedio integral basada en la extracción de datos de análisis químicos de muestras tomadas de las cuencas de varias centrales eléctricas. Estas palabras, en función de su infusión de agua en el régimen sanitario, se pueden dividir en tres grupos.
Capacidad de almacenamiento de aguas residuales en el lavabo de drenaje de la piscina antes de la purificación, para diversos métodos de lavado químico, mg/l
Componentes | Ácido clorhídrico | Complejo | ácido aditico | ácido ftálico | Hidrazinoácido | ácido dicarboxílico |
Cloruro Cl - | ||||||
Sulfato SO 4 | ||||||
Fe 2+, Fe 3+ | ||||||
PB-5, V-1, V-2 | ||||||
Formaldehído | ||||||
Compuestos de amonio NH 4+ | ||||||
Nitrito NO 2- | ||||||
Hidrazina N 2 H 4 | ||||||
Antes del primero se pueden introducir palabras inorgánicas, en lugar de las cuales en estos casos el valor del GDC se acerca. Incluyen sulfatos y cloruros de calcio, sodio, magnesio. Vierta las aguas residuales cerca del depósito de agua para eliminar el contenido de sal del agua.
Otro grupo está formado por discursos, en lugar de los cuales el GDK los reemplaza significativamente; delante de ellos es necesario agregar sales metálicas (sal, cobre, zinc), compuestos de flúor, hidracina, arsénico. Estas palabras aún no pueden transformarse biológicamente en productos económicos.
El tercer grupo incluye todos los compuestos orgánicos, así como las sales, nitritos y sulfuros de amonio. Lo más peligroso para las sustancias de este grupo es que pueden oxidarse formando algunos o menos productos de desecho: agua, ácido carbónico, nitratos, sulfatos, fosfatos, que provocan oxidación por daños causados por el agua. La fluidez de esta oxidación varía para los diferentes tipos de vinos.
3. Tratamiento de aguas residuales de plantas potabilizadoras
Tratamiento de aguas residuales en centrales eléctricas Los métodos de purificación de aguas residuales se dividen en mecánicos (físicos), físico-químicos, químicos y bioquímicos.
La eliminación inmediata de las viviendas de las aguas residuales se puede realizar mediante los siguientes métodos (métodos mecánicos y físico-químicos):
construcción mecánica de casas grandes (sobre garats, redes);
microprocesamiento (pantallas fraccionarias);
iluminación e iluminación;
estancamiento de hidrociclones;
centrífugo;
filtración;
flotación;
electroforesis;
Métodos de membrana (ósmosis inversa, electrodiálisis).
Ver casas cambiando el estado de fase del agua y las casas (métodos fisicoquímicos):
casa - fase gaseosa, fase de agua rara (desgasificación o extracción de vapor);
casa – fase rara o sólida, agua – fase rara (viperación);
casa y agua son dos fases raras que no se mezclan (extracción y coalescencia);
casa – fase sólida, agua – fase sólida (congelación);
casa - fase sólida, agua - fase rara (cristalización, sorción, coagulación).
Los métodos de depuración de aguas residuales mediante mezcla de viviendas con cambio de almacén de productos químicos (métodos químicos y fisicoquímicos) se dividen en los siguientes grupos, según la naturaleza de los procesos:
creación de acciones importantes (vapnuvannya e in.);
síntesis y descomposición (descomposición de complejos de metales importantes con la introducción de prados y en);
procesos oxidativos (oxidación de compuestos orgánicos e inorgánicos por agentes oxidantes fuertes, etc.);
procesamiento térmico (máquinas con pasador sellado, pulverización catódica de excedentes de tina, etc.).
Los métodos más prácticos para el tratamiento de aguas residuales TEC son: sedimentación, flotación, filtración, coagulación y sorción, vaporización, descomposición y oxidación de residuos.
Es posible estancar varias variantes de los esquemas de las plantas de tratamiento de agua antes del contenido del agua de reposición de la caldera. En general, el olor incluye prepurificación de agua e intercambio iónico.
La descarga inmediata de las plantas de tratamiento de aguas residuales de los depósitos de agua es inaceptable debido a los valores de pH que cambian bruscamente, que quedan fuera del rango óptimo para los depósitos de agua de 6,5 a 8,5, así como a la alta concentración de partículas gruesas y sales que contienen.
La eliminación de casas muy dispersas y la regulación del pH no suponen ningún problema. La tarea más difícil es reducir la concentración de compuestos (sales) verdaderamente degradados. El método de intercambio iónico no es adecuado en este caso; los fragmentos conducen a un aumento de la cantidad de sales desechadas. Más importantes son los métodos sin reactivos (evaporación, ósmosis inversa) o con reactivos solidificados (electrodiálisis). En caso de lluvias, el tratamiento del agua en las plantas depuradoras se realiza dos veces.
Por lo tanto, las principales tareas al diseñar y operar el tratamiento de agua TES deben tener en cuenta los cambios en la descarga de aguas residuales.
Obviamente, la tecnología de eliminación de aguas residuales consta de tres etapas:
desechar todos los desechos y aguas residuales del estabilizador;
avistamientos desde medio de los ríos tóxicos de otro grupo del lejano asedio; purificación de productos del habla del tercer grupo.
El agua de purga de los clarificadores se procesa y revicoriza después de la clarificación en el vertedero de lodos, o en tanques de sedimentación especiales, o en filtros prensa, o filtros de vacío de tambor de agua reciclada. En todos los casos, el tanque de reciclaje se utiliza para la recuperación. del agua de lavado de filtros mecánicos. Los lodos de los tanques de sedimentación por lotes se envían directamente al vertedero de lodos desde vicors para neutralizar el agua de regeneración de los filtros de intercambio iónico. Los lodos de depuradora, separados del filtro prensa, deben transportarse al lugar de enterramiento para garantizar una protección fiable contra la entrada de líquidos residuales al entorno.
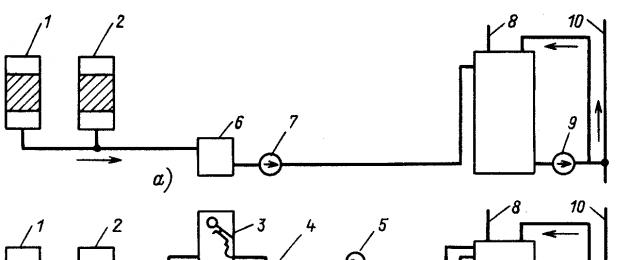
El diagrama de instalación para la prepurificación de lodos en uno de los TES se muestra en la Fig. 1.
Pequeño 1. Esquema principal de la instalación de drenaje de agua de lodos y soplado de iluminador:
1 - suministro a lodos; 2 - se clarifica el agua en la unidad de suministro de agua; 3 - agua técnica; 4 - otra vez;
5 - lodos agua-agua; 6 - filtro de tambor-aspirador; 7 - soplador de viento; 8 - bomba de vacío; 9 - receptor; 10 - tanque estacionario; 12 - bomba; 12 - capacidad; 13 - tolva de lodos escurridos con agua El agua de purga del clarificador se dirige al tanque de recogida. Para avanzar en la sedimentación del lodo en este tanque, el agua soplada se hace burbujear a través del aire, luego el agua se bombea a un tanque de nivel constante y se coloca cerca de un filtro de vacío, en el que se separa el lodo. Los lodos se vierten en un búnker y luego se envían al vertedero de lodos.
Pequeño 2. Esquemas de autoneutralización ( A) y neutralización ( b) aguas residuales importantes procedentes de plantas depuradoras:
filtro de cationes 1-H; filtro de 2 aniones; mezclador de 3 vapnyana; 4 bombas del mezclador de vapor; Dispensador de 5 bombas para leche al vapor; 6 sumideros para recoger agua regenerativa; bomba de 7 transferencias; Neutralizador de 8 tanques; Transferencia y arrastre de 9 bombas; El agua enfriada de los condensadores de turbina o de los depósitos de agua también se puede dirigir al sistema de llenado de gas o para neutralizar aguas residuales ácidas (a pH>9).
El agua del lavado de los filtros mecánicos, como evidencia de la limpieza previa, va directamente a la línea de salida de agua (durante la coagulación) o a la parte inferior del agente aclarador de la piel (durante el remojo). Para garantizar un desperdicio continuo, esta agua se recoge primero del tanque de regeneración del agua de lavado de los filtros mecánicos.
Si no es necesario un tratamiento previo, el agua procedente del lavado de los filtros mecánicos se puede tratar en un tanque de drenaje especial con agua clarificada conducida a la tubería de salida de agua y los lodos eliminados, estando en el vertedero de lodos o recogiéndose en el GZU. o enviado al sistema de recogida de agua de regeneración y filtros de intercambio iónico.
Aguas residuales de la parte de intercambio iónico de la depuradora, para no tener en cuenta la gran cantidad de partículas gruesas que deben estar presentes al aflojar los filtros, así como otras sales. Es importante mantener esta agua alejada de las mentes locales: de aguas con los beneficios sanitarios, higiénicos y religiosos necesarios; en el sistema de eliminación de hidrocenizas; en la apuesta hay parejas para mentes climáticas amigables; en plantas de vapor; en acuíferos subterráneos.
Tirar las aguas residuales de Vodomu Mozhlive para completar las mentes cantantes. Entonces, con aguas residuales ácidas, es necesario eliminar el desequilibrio ofensivo:
y en los prados
Delaware A- Coeficiente de mezcla a la distancia entre la salida de aguas residuales y el sitio de drenaje más cercano al punto de tratamiento de agua;
q— consumo de agua rozrakhunka, igual al de los ríos no regulados con el consumo de agua mensual promedio más alto, con un 95% de seguridad;
SCH- Cambio del nivel del agua, lo que provoca un cambio en el pH del agua de salida al valor máximo permitido, mg-eq/kg;
q SSH que q SK: elimina adicionalmente los ácidos de las aguas residuales, aparentemente, g-eq.
Los ácidos arrojadizos y los terrones se indican con las siguientes expresiones:
Delaware GRAMO I GRAMO K - ácidos añadidos, kg;
q I q K: las mascotas perdieron ácido medicinal durante la regeneración, g-eq/g-eq.
Magnitud SCH indicado por la fórmula
Delaware SCH 0 - volumen de salida de agua con agua, mg-eq/kg;
pH D: pH aceptable del agua después de mezclar aguas residuales con agua (6,5 y 8,5);
pH = pH D - pH 0 - el valor en el que está permitido cambiar el indicador de pH del agua;
pH 0 - indicador del pH del agua a la temperatura del agua;
- Fuerza iónica del agua en agua;
Antes 1 es la constante de la primera etapa de disociación del H 2 3 a la temperatura del agua cerca del depósito.
Si la eliminación de aguas residuales de fuentes hídricas destruye el sistema de alcantarillado, es necesario detener la neutralización preliminar. En la mayoría de las descargas de aguas residuales, la parte de intercambio iónico de las plantas de tratamiento de agua muestra una reacción ácida después de mezclar fluidos regenerativos con intercambiadores de cationes y filtros de intercambio aniónico. Para neutralizar, utilice reactivos estancados como dolomita, varios prados y, con mayor frecuencia.
Pequeño 3. Esquema de neutralización de las aguas de regeneración de las praderas con gases de combustión:
1 - filtro N-catiónico; 2 - filtro de aniones; 3 - pozo para recoger el agua de regeneración; 4 - bomba que bombea; 5 - tanque de neutralización; 6 - tubería de distribución; 7 - bomba de mezcla y descarte; 8 - eyector; 9 - gases de humo purificados de cenizas; 10 - agua que se enfría después de los condensadores de turbina. La neutralización no provoca un cambio tan brusco en el contenido de sal del agua como ocurre con la adición de otros reactivos. Parece por estas razones que cuando se neutraliza, se crea un asedio que puede levantarse desde el agua. También se obtuvieron pruebas positivas neutralizando las aguas residuales con agua con amoníaco.
La concentración adicional de reactivos necesarios para la neutralización de aguas ácidas se puede escribir como q SR =P SK -Q SSH y prados - yak q SR =P SSH -Q SK .
Al neutralizar el vapor, el vitrato de CaO al 100% se convierte en q CaO = 28 q CP 10-3.
En la Fig. 2 es inducido por esquemas para neutralizar aguas residuales ácidas.
Si después de mezclar los líquidos de regeneración el agua tiene un carácter normal, entonces la neutralización se puede realizar con gases de combustión en los niveles de separación 2, 3, 2.
El volumen requerido de gases de combustión V para neutralizar el volumen requerido de aguas residuales está determinado por la fórmula
Delaware V GRAMO- la cantidad total de gases de humo que se generan durante el proceso de combustión, después del recolector de cenizas, m 3 / kg o m 3 / m 3;
V SO2 ; V CO2і V NO2- Volúmenes de gases líquidos que se crean durante la quema de un fuego, m 3 /kg o m 3 /m 3.
En la Fig. La Figura 3 muestra un diagrama de la neutralización de aguas residuales de plantas de tratamiento de agua con gases de combustión utilizando el método indirecto de burbujeo para liberar gas del agua.
Con los mismos fines, se instalaron plantas de vaporización para la concentración y vaporización profunda de aguas residuales (Central Térmica de Ferganá, Central Térmica de Kazán-3). El concentrado se suministra a la planta de procesamiento de residuos concentrados. La instalación es un dispositivo con juntas estancas (Fig. 4), donde se realiza la evaporación hasta eliminar la sal cristalina que se forma en una mezcla que no se filtra.
4. Purificación de aguas residuales para eliminar productos de nafta.
Pequeño 4. Aparatos para vaporizar aguas residuales:
1 - abrigo grabado; 2 - dispositivo; 3 - ventilador; 4 - tanque; 5 - regulador de nivel Para purificar las aguas residuales de los productos de nafta, se utilizan los métodos de reposo, flotación y filtración.
Un método para establecer la base de la potencia de la migración de productos de agua y nafta. Las partículas de productos de nafta, bajo la influencia de fuerzas de tensión superficial, se hinchan hasta adquirir una forma esférica y sus tamaños varían de 2 a 310 2 micrones. El valor, convertido al tamaño de la partícula, se llama grado de dispersión. El proceso se basa en el principio de ver los productos de nafta bajo la influencia de la densidad del agua y las partículas de aceite. En lugar de productos de nafta, el efluente fluye y alcanza un nivel medio de 100 mg/l.
La producción de productos de nafta se realiza en la planta de nafta (Fig. 5). El agua se suministra a la cámara receptora y, pasando por debajo del tabique, se drena desde la cámara de drenaje, donde tiene lugar el proceso de descarga de agua y productos derivados del petróleo. El agua purificada, al pasar por debajo de otra partición, se retira de la trampa de nafta y los productos de nafta forman un flotador en la superficie del agua y se eliminan mediante un dispositivo especial. Al elegir nafta, es necesario tener en cuenta los siguientes supuestos: la fluidez del flujo de agua en todos los puntos de la sección transversal es la misma; el flujo de agua es de naturaleza laminar; La fluidez de la descarga de partículas de productos de nafta es constante a lo largo del flujo.
Pequeño 5. Diagrama de una planta típica de nafta:
1 taza de agua; 2 - cámara principal; Zona de 3 secciones: 4-agua purificada; 5 - tabiques verticales reforzados; 6-tubos colectores de naftas; 7-pulverización de productos de nafta La temperatura del agua tiene un impacto significativo en la eficiencia de la planta de nafta. El aumento de la temperatura del agua provoca una disminución de la viscosidad, lo que elimina la pérdida de partículas visibles. Por ejemplo, el fueloil a una temperatura del agua inferior a 30 ° C se deposita en la trampa de aceite en el rango de 30 ... 40 ° C, partes del fueloil están presentes al nivel requerido y por encima de 40 ° C el efecto; de partículas que se fusionan.
Pequeño 6. Naftovlovitsa Giprospetsprombud con mecanismo raspador:
1 - cámara primaria; 2 - partición; 3 - zona privada; 4 - partición; 5 - cámara de entrada; 6 - bandeja de desbordamiento; 7 - raspador; 8 - tubos divididos giratorios; 9 - hoyo; 10 - ascensor hidráulico En la fig. 6 presenta naftovik a Hydrospetsprombud. Los productos de nafta, que se vierten sobre la superficie de las cámaras de líquido, son conducidos mediante un dispositivo raspador hasta grandes tuberías giratorias, que se esparcen sobre la superficie y cerca de las zonas húmedas de la sección de piel, a través de las cuales se elimina el hedor del planta de nafta. Debido a la presencia de casas que se hunden cerca de las aguas residuales, los hedores caen al fondo del tanque de nafta, son arrastrados por el mismo transportador raspador hacia el pozo y, con la ayuda de esta válvula (o elevador hidráulico), son eliminados de el tanque de nafta. Las pastas Naftopaste de este tipo tienen una productividad de 15...220 kg/s en aguas residuales.
Pequeño 5.7. Diagrama de instalación para flotación a presión:
1 entrada de agua; 2-reservorio primario; tubería de 3 tubos; 4 líneas; 5 bombas; cámara de 6 flotaciones; 7-pinozbirnik; 8 diluciones de agua purificada; Capacidad de 9 presiones El método de flotación para purificar el agua implica la creación de complejos de una porción de productos de nafta, un bulbo con otros complejos visibles del agua. La fluidez de fusión de tales complejos excede la fluidez de fusión de partículas de productos de nafta en 10 2 ... 10 3 veces. Por estos motivos, la flotación es una solución muy eficaz.
Pequeño 8. Esquema de instalación para flotación sin presión:
1 entrada de agua; 2-reservorio primario; tubería de 3 tubos; 4 líneas; 5 bombas; cámara de 6 flotaciones; 7-pinozbirnik; 8 diluciones de agua purificada
Se separan mediante flotación a presión, si los bulbos de viento son visibles desde el agua cruzada, y sin presión, que funciona con la ayuda de los bulbos de viento introducidos en el agua con dispositivos especiales.
Durante la flotación por presión (Fig.7), el agua se rompe a una presión de hasta 0,5 MPa, para lo cual se suministra agua a la tubería frente a la bomba, y luego el agua se bombea durante 8-10 minutos. en un especial El otro tanque de presión se recoge y se alimenta al flotador, donde se libera la presión, se forman los bulbos en el aire y el proceso de flotación se lleva a cabo bajo el agua y en la casa. Cuando se reduce la presión en la entrada de agua del flotador, cuando se libera el agua, se pueden ver bulbos solidificados casi en forma de manopla.
En la flotación sin presión (Fig. 8), la formación de los bulbos se logra mediante fuerzas mecánicas (bomba, eyector) o eléctricas y el flotador está listo para introducir el sistema disperso del bulbo - agua. El tamaño óptimo de los bulbos es de 15 a 30 micrones. La fluidez de fusión de bulbos de este tamaño a partir de partes acumuladas de aceite llega a ser de 0,9...10 -3 m/s, lo que es 900 veces mayor que la fluidez de fusión de partes de aceite de un tamaño de 1,5 micrones.
La filtración de agua aceitosa y aceitosa se produce en la etapa final de purificación. El proceso de filtración se basa en la adhesión de partículas emulsionadas de productos de nafta a la superficie de los granos del material que se está filtrando. Los desechos filtrados se realizan mediante una depuración preliminar de las aguas residuales (destinación, flotación), antes de los filtros la concentración de productos de nafta es baja y asciende a 10 -4 ... 10 -6 partes volumétricas.
Al filtrar aguas residuales, las partículas de productos de nafta son visibles por el flujo de agua en la superficie de los granos del material filtrado y forman canales de poros muy estrechos. Con una superficie hidrófoba (no interactúa con el agua), las partículas se adhieren bien a los granos; con una superficie hidrófila (no interactúa con el agua), la adhesión se dificulta debido a la presencia de una capa de hidratación en la superficie de los granos. . Sin embargo, las partículas que se pegan quedan colgando de la membrana de hidratación y, en cualquier momento, el material filtrante se vuelve hidrofóbico.
Pequeño 9. Cambiar la concentración de fueloil en el condensado durante la hora de vaporización del filtro al regenerar el material del filtro. Cuando el filtro está funcionando, partes de productos de nafta llenan gradualmente el volumen de los poros e infunden el material que se está filtrando. Como resultado, después de diez horas, se establece un equilibrio igual entre la cantidad de aceite que se ve desde el flujo hacia las paredes y la cantidad de aceite que se escurre desde la aparición de la saliva en el pie a lo largo del flujo. de las bolas del material se lo que filtra.
Con el tiempo, la saturación de productos de nafta cae hasta el límite inferior de la bola del filtro y aumenta la concentración de aceite en el filtrado. En este caso, el filtro está sujeto a regeneración. Un aumento de la temperatura del agua corresponde a un cambio en la viscosidad de los productos de nafta y, por tanto, a una distribución equitativa de la altura de la bola.
Los materiales tradicionales para los filtros filtrantes son la arena de cuarzo y la antracita. A veces es necesario eliminar el ácido sulfónico del filtro catiónico de Na. El tiempo restante es para endurecer escorias de alto horno y de hogar abierto, arcilla expandida y diatomita. Especialmente para estos fines ENIN im. G. M. Krzhizhanovsky desarrolló la tecnología para extraer coque del carbón de Kansk-Achinsk.
Pequeño 10. Esquema tecnológico de depuración de aguas residuales para eliminación de productos de nafta:
1-tanque primario: 2-naftovik; 3 tanques intermedios; 4 flotadores; capacidad de 5 presiones; 6 eyectores; Imprimación de fueloil 7; Filtro mecánico de 8; filtro de 9 piezas; 10 tanques de agua de lavado: 11 receptores; 12 compresores; 13 bombas: 14 veces coagulante La regeneración del filtro se realiza con vapor de agua mediante una prensa de 0,03...0,04 MPa a través del distribuidor superior. El vapor calienta los productos de nafta capturados y el hedor sale de la bola. La duración de la regeneración no supera los 3 años. El exceso de aceite del filtro va acompañado de un aumento inicial de su concentración en el condensado y luego de cambios (Fig. 9). El condensado se descarga en tanques delante de la nafta o del flotador.
La eficiencia de la purificación de aguas residuales en filtros a granel que contienen productos de nafta se acerca al 80%. En lugar de productos de nafta, se fija en 2...4 mg/kg, lo que supera el HDC. El agua con tal viscosidad se puede enderezar con fines tecnológicos TES. En algunos casos, este filtrado debe purificarse adicionalmente mediante sorción (arrastrado por dióxido de carbono activo) o filtros naturales.
En la figura 1 se muestra un esquema típico para el tratamiento de aguas residuales de productos de nafta. 10. Las aguas residuales se recogen en los tanques intermedios intermedios, en los que se ven partes de las partículas más grandes. casa y partículas de productos de nafta. Las aguas residuales, a menudo drenadas de la casa, van directamente a la pasta de nafta. Luego el agua pasa al tanque intermedio y es bombeada al flotador. Los productos derivados del petróleo se envían al receptor de fueloil, luego se calientan con vapor para reducir la viscosidad y se retiran de la instalación de pulverización catódica.
El agua parcialmente purificada pasa directamente a otro depósito intermedio y desde éste se conduce a una unidad de filtrado, que consta de dos partes. La primera etapa dispone de un filtro con filtro de doble bola fabricado con arena de cuarzo y antracita. La otra etapa consta de un filtro de sorción. Activos encantados de los Vugillas. La etapa de purificación del agua para este esquema debería ser cercana al 95%.
5. Purificación del agua de lavado en la superficie calefactora de las calderas.
Las aguas de lavado de aguas regenerativas (RVP) son sustancias ácidas (pH = 1,3...3), que eliminan partículas gruesas: óxidos, ácido silícico, productos de desecho, pequeña parte de cenizas, ácidos fuertes y, sulfatos de metales importantes, semi- medio y en .
En la mezcla de agua media, g/l: ácido fuerte (en la conversión a H 2 SO 4) 4…5, sal 7…8, níquel 0,1…0,15, vanadio 0,3…0,8, cobre 0, 02…0,05, habla dependiente 0,5, excedente seco 32…45.
Las aguas residuales de los lavadores RVP y las superficies de calentamiento por convección de las calderas son neutralizadas por sus praderas. En este caso, los metales importantes se depositan en el lodo en forma de hidróxidos similares. El agua residual de las calderas de gasóleo se mezcla con vanadio, el lodo que se crea durante su neutralización y una valiosa materia prima para la industria metalúrgica. Por tanto, el proceso de neutralización y depuración de aguas residuales se organiza de la siguiente manera. Para clarificar el agua y las aguas residuales procedentes de lodos de vanadio, que se envían directamente a las plantas metalúrgicas, con los productos finales, se clarifica el agua.
La neutralización del agua de lavado se realiza en una o dos etapas. Durante la neutralización en una etapa, las aguas residuales se tratan con leche vaporizada hasta un pH = 9,5...10 y se eliminan todos los componentes tóxicos del sedimento.
En la Fig. 11 indicaciones de averías de OTI y Teploelektroproekt e instalaciones en la TPP-5 de Kiev, versión del esquema para la neutralización y protección ambiental de las aguas residuales de la RVP. En este esquema, el agua de lavado se suministra al tanque neutralizador, el cual también se dosifica y descarga. La mezcla se mezcla con bombas de recirculación y aire comprimido, luego se deja durante 7...8 años, después de lo cual parte del agua clarificada (50-60%) se recicla para lavar las calderas y los lodos se alimentan para drenar en el filtro. prensa tipo FPAKM. Los lodos son enviados mediante un transportador de tornillo para su envasado y almacenamiento. La productividad del filtro prensa es de 70 kg/(m 2 año). El filtrado del filtro prensa se transfiere a un filtro catiónico para capturar el exceso de cationes de metales importantes. El filtrado de los filtros de intercambio catiónico se descarga al cuerpo de agua.
Pequeño 11. Esquema de instalación para calefacción exterior y neutralización de agua de lavado de caldera y RVP:
1-agua obmivna; Neutralizador de 2 tanques; 3 bombas; 4 filtros prensa; Agua de 5 tecnologías para lavar la tela filtrante; tornillo transportador; 7 máquinas para coser bolsos; 8-navantazhuvach; colección de 9 tanques; bomba de 10 filtrados; Bomba de extracción de 11 sales; Tanque de 12 medidas para dividir sal; 13-filtrado; departamento de 14 regeneración; filtro de cationes /5; Leche 16-vapnyane; 17 mezcladores; 18 bombas; 19-el agua se aclara en la repetición vikoristannya; Después de 20 minutos, se realiza la regeneración del filtro con NaCl y el agua de regeneración se descarga en el tanque neutralizador. El agua se acidifica, los lodos se enriquecen con óxidos de salinidad, sulfato de calcio y bajo contenido de vanadio (pentóxido de vanadio inferior al 3...5%).
El Instituto de Investigación y Desarrollo de la Metalurgia de Chelyabinsk (CHNDIM), junto con el TPP-5 de Kiev, ha desarrollado un método para reemplazar el vanadio bajo asedio. En el caso de una neutralización de una etapa, el reactivo de precipitación se utiliza para combinar hidróxido Fe (OH) 2, calcio Ca (OH) 2, magnesio Mg (OH) 2 y ion silicato SiO 3 2 - El proceso de precipitación se lleva a cabo en H =3,4…4,2.
Para aumentar la concentración de vanadio en el lodo, el proceso de sedimentación se puede organizar en dos etapas. En la primera etapa se realiza el deshierbe con pradera (NaOH) hasta pH = 4,5-4,0, en el que se produce la precipitación de Fe (OH) 3 y la mayor parte de vanadio, y en la otra etapa se realiza el proceso de neutralización a pH = 8,5...10, cuando precipita el hidróxido. La otra etapa está en pleno apogeo. Cuyo valor es el lodo, lo eliminaremos en la primera etapa de neutralización.
6. Depuración de aguas residuales, lavado químico y conservación de equipos.
Las aguas residuales provenientes del prearranque (después de completar la instalación) y de los lavados químicos operativos y de mantenimiento son “voleas” agudas con una gran variedad de arroyos que se ubican en ellas.
El volumen total de aguas residuales obstruidas de un lavado químico para promover la purificación, m 3, se puede calcular a partir del virus.
Delaware A-Sumarny obsyag de contornos de lavado, m 3;
Antes-El coeficiente es de 25 para el gasóleo TEC y de 15 para el carbón aserrado, ya que en el resto de las precipitaciones parte del agua de lavado con menos de 100 mg/l de agua puede ser arrojada a la gasolinera.
Existen dos opciones principales para la depuración de aguas húmedas y de conservación:
en TES que funcionan con fuego raro y similar al gas, así como en TES de carbón con un sistema DZP de circuito abierto (flujo directo);
en TEC, que funciona con fuego sólido con un sistema DZP reversible.
A la primera opción le siguen las siguientes etapas de depuración: recogida de todos los productos de desecho de los tanques homogeneizadores, eliminación de residuos tóxicos de otro grupo, depuración del agua de los residuos del tercer grupo. La recogida y recogida de aguas residuales se realiza en la instalación, que incluye un depósito abierto de dos cuerpos o depósito homogeneizador, depósitos neutralizadores y un depósito para corrección del pH.
Los efluentes de los lavados de agua de mazorca del inmueble, contaminados con productos de corrosión y casas mecánicas, son dirigidos al primer tramo de la piscina abierta. Una vez clarificada el agua, el agua de la primera sección se puede transferir a la otra: el homogeneizador de la piscina. En esta sección, las aguas residuales con pH = 6...8 se descargan de los lavados con agua una vez finalizada la operación de eliminación de aguas ácidas y residuales.
El agua de la sección de homogeneización debe volver a disolverse para apoyar los sistemas de suministro de agua circulante o DZP. La zona de almacenamiento de aguas residuales en el lavabo de la piscina se indica en la tabla. 2. Los ácidos y productos residuales de los equipos de limpieza química se recogen en tanques neutralizadores (Fig. 12), que contienen 7...10 conexiones al circuito a limpiar, para su mutua neutralización. Los productos de los tanques neutralizadores y vikorstans con fines de conservación se envían al tanque para corregir el pH mediante neutralización residual, precipitación de iones de metales importantes (residuos, miel i, zinc), descomposición de hidracina, descomposición de nitratos.
La neutralización y sedimentación del líquido se realiza mediante tratamiento del agua hasta pH = 10...12 y se almacena en un depósito de aguas residuales sujeto a deshidratación. Para sedimentar los lodos se deja agua clarificada durante al menos dos tazas, tras lo cual los lodos se vierten al vertedero de lodos de las plantas depuradoras de agua de pretratamiento o al vertedero de cenizas.
Dado que en los lavados a base de ácido cítrico también están presentes cobre y zinc, para precipitar el cobre y el zinc se añade sulfuro de sodio, que se debe añadir después de la separación del lodo con hidróxido de saliva. El precipitado de sulfuros de cobre y zinc debe diluirse en las instalaciones de tratamiento no menos de lo necesario, tras lo cual los lodos se descargan al vertedero de lodos de pretratamiento.
Pequeño 12. Esquema de depuración de aguas residuales, qué enjuagar:
1 - tanque; 2 - tanque neutralizador; 3 - escurridor de lodos; 4 - tanque para corrección de pH; 5 - suministro de leche al vapor; b - suministro de vapor de cloro; 7 - suministro de sulfuro de sodio (Na 2 S); 8 - ácido: 9 - suministro de aire; 10 - agua para purificación; 11 - agua en el filtro prensa: 12 - desechada Para eliminar el nitrato de los materiales de lavado y conservación, puede acidificar los materiales de lavado o tratarlos con ácido. En este caso, es necesario asegurarse de que al eliminar los nitritos se generen gases NO y NO 2, cuya fuerza es superior a la del aire. Por lo tanto, se puede acceder al tanque en el que se ha llevado a cabo un extenso trabajo para eliminar el nitrito, lo que sólo podrá permitirse después de una ventilación reactiva del tanque y una verificación de la contaminación por gas.
La hidrazina y el amoníaco que se encuentran en las aguas residuales pueden resultar dañados por el vapor de cloro. En este caso, la hidracina se oxida con cloro y nitrógeno libre. Para una destrucción prácticamente completa de la hidracina, el volumen de vapor de cloro se puede aumentar hasta alcanzar el valor estequiométrico en aproximadamente un 5%.
Cuando el amoníaco reacciona con el cloro se crea cloramina que, en presencia de un pequeño exceso de amoníaco, lo oxida con nitrógeno. Cuando hay un gran exceso de amoníaco, se crea hidrazina como resultado de su interacción con la cloramina. Por lo tanto, cuando hay un químico contaminado con cloro, para reemplazar el amoníaco, es necesario absorber rápidamente la dosis estequiométrica del químico.
El amoníaco se puede neutralizar como resultado de la interacción con el ácido carbónico durante la aireación en el tanque neutralizador o en el tanque de corrección de pH. El agua está estupefacta, el Pislyu Zneshkojnnya de los rosacianos perecederos y enlatados se inhibe, Boti Dodatkovo se lamenta por la reacción neutra anidada (pH = 6,5 ... 8,5), repetidamente vicoristan en el consumidor de tecnología Elektronets. La hidracina se encuentra en los desagües sólo unos pocos tramos, mucho después del estallido de la violencia en el medio. Posteriormente no se detecta hidracina, lo que explica su oxidación en el sitio catalítico de la reacción y los medios.
Pequeño 13. Esquema de la unidad de depuración de productos conserveros:
1 - desechar productos enlatados; 2 - suministro de reactivos; 3 - tanque para recoger conservas; 4 - suministro de vapor inflamable: 5 - bomba; 6 - descarga de fuente de alimentación externa: 7 - bomba de circulación; 8 - eyector: 9 - línea de recirculación La tecnología para purificar aguas residuales a partir de flúor se basa en el tratamiento de alúmina con ácido hídrico y sulfúrico en la proporción actual: por 1 mg de flúor, al menos 2 mg de Al 2 Pro 3. Demasiado flúor alcanza un poco más de 1,4...1,6 mg/l.
El agua del tanque se clarifica para corregir el pH mediante depuración bioquímica, que es un método de depuración universal.
El proceso de limpieza bioquímica se basa en la vitalidad de varios tipos de microorganismos que pueden degradar las sustancias orgánicas y minerales que se encuentran en las aguas residuales, como fuente de agua y energía. Para la depuración biológica se utilizan tanques de aireación y biofiltros. Existe la necesidad de concentrar determinadas sustancias en el agua, lo que conduce directamente a la biopurificación. A mayores concentraciones, estas sustancias se vuelven tóxicas para los microorganismos.
Se establece la concentración máxima permitida de reactivos en el agua que se procesa directamente para la purificación biológica, en mg/kg:
hidracina 0,1;
liberación de ácido sulfúrico 5;
cloro activo 0,3;
anhídrido ftálico 0,5.
Trilón B v pura mirada Inhibe los procesos de nitrificación a una concentración superior a 3 mg/l. Los trilonati en concentraciones finales inferiores a 100 mg/l son completamente destruidos por la mula activa de esporas biológicas puras.
En la práctica, también está estancada la depuración completa del agua clarificada de las aguas residuales en las depuradoras regionales y municipales. Esta decisión está legitimada por estrictas normas y reglas sanitarias, que estipulan el tratamiento adecuado de las aguas residuales y la concentración máxima permitida de contaminantes en ellas.
En los TES con sistema cerrado de GZU, es posible descargar los residuos de lavado y conservación directamente al vertedero de residuos, si el pH>8. En otros casos, primero se neutraliza el agua de lavado para eliminar la corrosión de las tuberías del sistema de distribución de gas. Las casas tóxicas se absorben con ceniza.
Intereses científicos: procesos de floculación de conglomerados zoogléicos-micélicos de partículas de mula activas con la influencia de microorganismos psicrófilos creados en organismos naturales bajo la influencia del período seco de bajas temperaturas y sustancias punzantes Kolivan.
El problema del reciclaje y la reducción de la producción de PVC (la producción en sí, y no los desechos o la extrusión) de diversos tipos de producción (especialmente la producción de linóleo y polímeros) seguía siendo grave en la URSS. Lavar los enchufes de PVC es prácticamente desagradable. El reciclaje simple es el más económico. proceso ineficaz (especialmente debido a la presencia de diferentes materiales, por ejemplo, PVC +...
En caso de erupciones cutáneas debido a la aparición de vertidos de aguas residuales, mulas activas, efluentes raros de complejos animales, es necesario determinar el nivel de contaminación de los mismos con metales importantes. Los extractos acuosos de malezas silvestres (abedul, cerezo, sauce) en altas concentraciones pueden usarse para inhibir el crecimiento y desarrollo de malezas silvestres, y su estancamiento en bajas concentraciones puede estimular...
Disertación
Estructura que obsyag roboti. La disertación consta de una introducción, 4 secciones, capítulos, proposiciones prácticas y una lista de referencias. La obra contiene 154 páginas, 27 pequeños artículos, 13 tablas, 4 complementos. La lista de referencias contiene 237 publicaciones, incluidas 17 publicaciones extranjeras.
Está demostrado que los productos químicos (intensidad de mezcla, temperatura, pH, dosificación de materiales) garantizarán la eliminación de esporas químicas biológicas activas reales de metales importantes cuando se estancan materiales de calcio: yeso, fosforita, fosfoyeso, apatita. Con tales soluciones pH = 6,8, t = 20 - 25 ° C y tiempo de mezcla 60 minutos. Asignado...
Disertación
Es necesario señalar que en varias zonas del río Chulim a lo largo de este período se está monitoreando la identidad del fitoplancton: el aumento de la temperatura del agua en las estaciones 2, 3 y 4, bajo la influencia de las aguas residuales del Nazarivska GRES, no No permitir que las especies dominantes cambien. Los cambios son menos cuidadosos en las características similares de las especies representadas en la flora algal.
Publicaciones. Los materiales de la disertación se publicaron en 58 trabajos, incluida una monografía y divididos en 2 monografías, mapas de las actividades nutricionales efectivas de los minerales NRN en géneros y suelos, "Normas de niveles permisibles de gamma-vipromación y Olvídese del radón en las parcelas". de la región de Volgogrado. Estructura y descripción de la tesis. La disertación consta de una introducción, 6 secciones, párrafos finales, una lista...
Disertación
A - activación, I - ingibuvannya Señor suelo forestal --- Suelo negro vigoroso. Como puede ver un bebé, la impureza de nafta provoca una disminución de la actividad de la mayoría de las enzimas en el intercambio químico. La influencia de la infusión inhibidora de nafta sobre la actividad de las enzimas fermentativas y la estimulación del aumento del número de bacterias tiónicas y que contienen sulfatos puede explicarse por el desarrollo de una especie de...
Disertación
9-19,7 unidades/m), las reservas de nitrógeno nitrato en el suelo (3,7-7,2 kg/ha), reducen el espesor del suelo plegado.3. Los preparados biológicos favorecen la fertilización y el macollamiento productivo de la cebada de primavera, el granulosidad de la espiga y el peso de 1000 granos. Aumentan la tasa de aumento de la superficie foliar a lo largo de la temporada de crecimiento y el potencial fotosintético de las siembras, por lo tanto, y la trivialidad...
Es fácil enviar su dinero al robot de la base. Vikorist el formulario a continuación
Los estudiantes, estudiantes de posgrado y jóvenes que tengan una sólida base de conocimientos en su nuevo trabajo le estarán aún más agradecidos.
Publicado en http://www.allbest.ru/
TES de aguas residuales y su depuración.
1. Clasificación de las aguas residuales TES
El funcionamiento de las centrales térmicas depende de grandes volúmenes de agua. La mayor parte del agua (más del 90%) se gasta en los sistemas de refrigeración de diversos equipos: condensadores de turbinas, aceite de aerogeneradores, mecanismos mecánicos, etc.
Las aguas residuales son cualquier flujo de agua que sale del ciclo de la central eléctrica.
A las aguas residuales o aguas residuales, además de las aguas de los sistemas de refrigeración, se les puede atribuir: aguas residuales de los sistemas de eliminación de hidrocenizas (HSU), que se realizaron después del lavado químico de los equipos de energía térmica o su conservación: agua de lodos de regeneración de Instalaciones de tratamiento de agua (tratamiento de agua): aguas residuales contaminadas con nafta, desechos y desechos que se producen al lavar superficies de calefacción externas, calderas de calefacción y economizadores de calderas de agua, que queman fueloil de alta pureza.
Los depósitos de aguas residuales procesadas se identifican por el tipo de TES y el equipo principal, su resistencia, el tipo de incendio, el almacenamiento del agua de salida, el método de tratamiento del agua, principalmente la producción y, especialmente, el nivel de operación.
El agua después de enfriar los condensadores de las turbinas y los ventiladores de refrigeración, por regla general, solo sufre la llamada obstrucción térmica, ya que su temperatura excede la temperatura del agua del depósito de agua en 8 ... 10 C. En algunos casos, se pueden agregar aguas de enfriamiento a aguas naturales y de fuentes extrañas. Esto se debe al hecho de que el sistema de refrigeración también incluye aceite de refrigeración, cuya pérdida de resistencia puede provocar la penetración de productos de nafta (aceites) en el agua de refrigeración. En las plantas de calefacción de fueloil se generan aguas residuales para eliminar el fueloil.
Los aceites se pueden perder en el agua de drenaje del edificio principal, garajes, unidades de almacenamiento interno y dispensarios de aceite.
El volumen de agua en los sistemas de refrigeración está determinado por la cantidad principal de vapor que fluye hacia los condensadores de las turbinas. Por lo tanto, la mayor cantidad de agua en la condensación de TES (CES) y AES, donde el volumen de agua (t/año) que enfría los condensadores de las turbinas, se puede encontrar mediante la fórmula Q=KW Delaware W.- Potencia de la estación, MW; Antes- Coeficiente, para TES Antes= 100...150: para AEC 150...200.
En las centrales eléctricas donde se queman sólidos, se eliminan grandes cantidades de cenizas y escorias mediante un método hidráulico, que requiere una gran cantidad de agua. En la central termoeléctrica de 4.000 MW que funciona en la vugilla de Ekibastuz se queman hasta 4.000 t/año, lo que genera aproximadamente 1.600...1.700 t/año de cenizas. Para evacuar esta cantidad de agua de la estación se requieren al menos 8000 m 3 /año de agua. Por lo tanto, el principal resultado directo de este problema es la creación de sistemas DZP circulantes, cuando se eliminan las cenizas de las cenizas y el agua se clarifica directamente de regreso al TES en el sistema DZP.
Las aguas de arrastre de la DZP están significativamente contaminadas con materia en suspensión, lo que puede provocar una mayor mineralización y, en la mayoría de los casos, una mayor fluidez. Además, pueden contener flúor, arsénico, mercurio y vanadio.
Los efluentes tras el lavado químico o la conservación de equipos de energía térmica son muy diversos en el almacén debido a la gran cantidad de residuos de lavado. Para el enjuague se utilizan ácidos minerales clorhídrico, ácido, fluorhídrico, sulfámico, así como ácidos orgánicos: cítrico, ortoftálico, adípico, acedera, murashina, etc. Junto a ellos se encuentran Trilon B, varios inhibidores de corrosión, hidracina de superficie, nitritos y amoníaco.
Como resultado de reacciones químicas, se forman diversos ácidos orgánicos e inorgánicos, nitratos, sales de amonio, saliva, cobre, Trilon B, tory, hidracina, flúor, urotropina, captax, etc. Tal diversidad de desechos químicos requerirá una perfecta neutralización y eliminación individual de desechos tóxicos y lavados químicos.
Al lavar las superficies exteriores con agua, se agrega calor al TEC, que se utiliza para calentar el calor como combustible puro. Vale la pena recordar que estos extensos procesos de intercambio van acompañados de la eliminación de lodos y de materiales valiosos, como el vanadio y el níquel.
Durante la operación del tratamiento de agua sin sal en TES y AES, se producen aguas residuales del almacén de reactivos, lavado de filtros mecánicos, eliminación de agua de lodos de clarificadores y regeneración de filtros de intercambio iónico. Esta agua contiene una gran cantidad de sales de calcio, magnesio, sodio, aluminio y sal. Por ejemplo, en una central térmica con una productividad de tratamiento químico de agua de 2000 toneladas/año, se descargan sales hasta 2,5 toneladas/año.
Los pretratamientos (filtros mecánicos y clarificadores) eliminan residuos no tóxicos: carbonato de calcio, hidróxido de aluminio, ácido silícico, materia orgánica, partículas de arcilla.
I, se encontró que en las centrales eléctricas que utilizan sistemas de control de turbinas de vapor y petróleo del tipo ivviol u OMTI, se genera una pequeña cantidad de aguas residuales contaminadas con azufre.
El principal documento normativo que establecerá un sistema para la protección de las aguas superficiales son las “Reglas para la protección de las aguas superficiales (reglamentos estándar)” (M.: Derzhkomprirodi, 1991).
2. Ingreso de aguas residuales de TES a reservorios naturales
Las aguas naturales son sistemas ecológicos complejos (ecosistemas) que dan lugar a la biocenosis, la diversidad de organismos vivos (criaturas y plantas). Estos sistemas fueron creados a lo largo de miles de años de evolución del mundo viviente. Los embalses no son sólo acumulaciones y depósitos de agua, en los que el agua se promedia sobre el embalse, y en ellos tienen lugar continuamente procesos de cambio de la composición de las casas, acercándolas al mismo nivel. Puede ser destruido como resultado de la actividad humana debido al vertido de aguas residuales de TES.
Los organismos vivos (hidrobiontes) que habitan los cuerpos de agua están estrechamente conectados entre sí por la mente de la vida y, en primer lugar, por los recursos alimentarios. Los hidrobiontes desempeñan un papel importante en el proceso de autopurificación con agua. Algunos hidrobiontes (incluidas las plantas) sintetizan sustancias orgánicas, lo que da como resultado sustancias inorgánicas a partir de un exceso de sustancias, como CO 2, NH 3 y otros.
Otros hidrobiontes (es decir, criaturas) adquirirán un habla orgánica ya preparada. Las algas también mineralizan compuestos orgánicos. El proceso de fotosíntesis huele a acidez. La mayor parte de la acidez se encuentra en el agua a través de la aireación cuando el agua entra en contacto con el viento.
Los microorganismos (bacterias) intensifican el proceso de mineralización de la materia orgánica durante la oxidación con ácido.
El deterioro del ecosistema en una situación igualmente importante, por ejemplo, debido a los vertidos de aguas residuales, puede provocar la destrucción y muerte de una especie (población) joven de hidrobiontes, lo que lleva a una reacción de Lanzug que destruye toda la biocenosis. La destilación del agua intensifica los procesos que llevan el agua a un nivel óptimo, lo que se denomina procesos de autopurificación con agua. Las cosas más importantes en estos procesos son:
sedimentación de partículas gruesas y coagulación de pozos;
oxidación (mineralización) de casas orgánicas;
oxidación de minerales que albergan acidez;
neutralización de ácidos y bases cambiando la capacidad tampón con agua (adición) para cambiar el pH;
hidrólisis de iones de metales importantes, que conduce a la formación de hidróxidos de baja calidad y su liberación del agua;
el establecimiento del equilibrio del ácido carbónico (estabilización) en el agua, que se acompaña de la formación de una fase sólida (CaCO 3) o de la transición de su parte del agua.
Los procesos de autodepuración con agua dependen de las condiciones hidrobiológicas e hidroquímicas en las mismas. Los principales factores que influyen en los cuerpos de agua son la temperatura del agua, el contenido mineral del agua, la concentración de ácido, el pH del agua, la concentración del agua, que interfieren o complican el proceso de autopurificación con agua.
Para los hidrobiontes, el indicador más favorable es pH = 6,5 ... 8,5.
Los restos de agua vertidos de los sistemas de refrigeración TEC conllevan una importante carga “térmica” debido a que la temperatura ejerce un fuerte influjo sobre la biocenosis del cuerpo de agua. Por un lado, la temperatura influye directamente en la velocidad de las reacciones químicas y, por otro, en la velocidad de renovación de la deficiencia ácida. A medida que aumenta la temperatura, se aceleran los procesos de reproducción de los hidrobiontes.
La susceptibilidad de los organismos vivos a las sustancias tóxicas aumenta debido a los cambios de temperatura. Cuando la temperatura sube a +30°C, el crecimiento de las algas se acelera, la fauna se ve afectada, los peces se debilitan y comen. Además, a medida que aumenta la temperatura, cambia la acidez del agua.
La fuerte diferencia de temperatura que se produce cuando se libera agua caliente de los cuerpos de agua, provoca la muerte de los peces y representa una grave amenaza para el dominio de la pesca. La infusión de aguas residuales, cuya temperatura es 6...9 Z más alta que la temperatura del agua del río, es adecuada para los peces, adaptándose a temperaturas estivales de hasta + 25°C.
La temperatura media mensual del agua en el depósito de agua del sistema de abastecimiento de agua potable y cultural-doméstica de Gospodar, después de desechar el agua calentada, no tiene por qué bajar 3°C, en línea con la temperatura media mensual natural del agua en la superficie. de un embalse o curso de agua para el mes más especial del rock. Para las aguas de Ribogospodarsky, la temperatura del agua en la salida de agua no debe ser más de 5 °C por debajo de la salida de agua natural del lugar. La temperatura media mensual del agua durante la temporada más larga en la zona de aguas pesqueras de Rozrakhunkovu no debe exceder los 28°C, y para aguas con peces de agua fría (salmón y pescado blanco) no debe exceder los 20°C.
Limitar las concentraciones permitidas de flujos de desechos cerca de cuerpos de agua.
|
Para tratamiento de agua y agua sanitaria |
Para el Ribogospodarskikh con agua |
|||||
|
Rechovina |
Clase de preocupación |
Un indicador limitado de egoísmo |
||||
|
Amoníaco NH3 |
sanitario-toxicológico |
toxicológico |
||||
|
Vanadio V 5+ |
||||||
|
Hidrazina N 2 H 4 |
||||||
|
Zalizo Fe 2+ |
organoléptico (color) |
|||||
|
organoléptico (prismak) |
||||||
|
Mish'yak como 2+ |
sanitario-toxicológico |
|||||
|
Níquel Ni 2+ |
||||||
|
Nitratos (para NO 2 -) |
||||||
|
poliacrilamida |
||||||
|
número de días |
||||||
|
Świec Pb 2+ |
||||||
|
Formaldehído |
||||||
|
Sulfatos (SO 4) |
organoléptico (prismak) |
sanitario-toxicológico |
||||
|
organoléptico (olor) |
toxicológico |
|||||
|
TLCAN y naftoproductos |
organoléptico (plivka) |
Ribogospodarsky |
La concentración límite permisible (MAC) de una sustancia líquida en el agua de un embalse se llama concentración que, después de pasar tres horas inyectándola, no causa ningún cambio patológico o enfermedad en el cuerpo humano, según revela la vigilancia actual. métodos, y tampoco destruye el óptimo biológico de Vodemi.
En la mesa 1 fue inducido por el GDK de ciertos discursos característicos de la energía.
¿Qué tipo de afluencia hay en las aguas naturales en torno a la turbiedad característica de los TES?
Naftoproductos. Los desagües que se disponen cerca de un depósito de agua, eliminando productos de nafta, provocan la aparición de olor y sabor a gas en el agua, la formación de depósitos de líquido o aceite en su superficie y la deposición de importantes productos de nafta en el fondo del el agua. La fusión de los productos de nafta perturba el proceso de intercambio de gases e interfiere con la penetración de los intercambios de luz en el agua, congestionando los bancos y protegiendo el contenido de agua.
Cuando se consumen en agua, los productos de nafta se descomponen gradualmente en ácido carbónico y agua como resultado de la oxidación bioquímica. Sin embargo, este proceso transcurre completamente y depende de la cantidad de ácido disuelto en el agua, la temperatura del agua y la cantidad de microorganismos que contiene. Durante la infusión, la mezcla de productos de nafta se descompone en un 50...80% en un período de 5...7 días, a temperaturas inferiores a +10°C el proceso de descomposición es más difícil, y a +4°C el El proceso de descomposición no es posible.
Los fondos de los productos de nafta aparecen aún más y se convierten en una fuente de contaminación secundaria del agua.
La presencia de productos de nafta en el agua hace que el agua no sea apta para beber. El dominio de los pescadores produce especialmente grandes disturbios. Los peces son los más sensibles a los cambios en el almacenamiento químico del agua y a la presencia de productos de nafta en el período embrionario. Los productos de nafta, que se consumen en los depósitos de agua, también se producen hasta la muerte del plancton, una importante fuente de alimento para los peces.
Las aves acuáticas también sufren la contaminación del agua con productos de nafta. Las plumas y la piel de los pájaros se acurrucan frente a nosotros. Cuando el clima es fuerte, los pájaros morirán.
Ácidos y prados. Las aguas ácidas y de charcos cambian el valor del pH del agua en la zona donde se vierten. Un cambio de pH tiene un efecto negativo sobre la flora y la fauna del agua y altera los procesos bioquímicos y las funciones fisiológicas de los peces y otros organismos vivos. Si necesitas agua, entonces... pH>9,5 en los peces, la piel del pez se colapsa, los tejidos de las aletas y las aletas, los crecimientos de agua se doblan y comienza a ocurrir la autolimpieza con agua. Entonces, con un rendimiento reducido. Se aplican al pescado ácidos inorgánicos (sircánico, clorhídrico, nítrico) y orgánicos (octólico, láctico, tartárico y otros) con una solución tóxica.
Vanadio añadido Este potencial puede acumularse en el cuerpo. El hedor tiene efectos muy diversos en el organismo y provoca cambios en el sistema circulatorio, respiratorio y nervioso, lo que provoca alteraciones del metabolismo del habla y enfermedades alérgicas de la piel.
Subida conectada. Las sales ácidas del lago, que se disuelven como resultado de la infusión de ácido sobre el metal termoenergético, al neutralizar las sustancias ácidas pasan al hidrato del óxido del lago, que precipita y puede depositarse en los peces. Los complejos de saliva con ácido cítrico afectan negativamente el color y el olor del agua. Además, las sales de la planta pueden tener un efecto tóxico y los efectos de la sal trivalente (óxido) son perjudiciales para el tracto herbario.
Conexión de níquel Dañan el tejido de la pierna, causando daño funcional al sistema nervioso central, esquizofrenia y disminución del flujo sanguíneo.
Conexión de medios Pueden tener un efecto tóxico y, si entran al cuerpo por encima de la superficie, causan daños al tracto intestinal. Para los peces no es seguro aplicar concentraciones insignificantes de miel.
Nitrito y nitrato. Agua para eliminar nitritos y nitratos en cantidades que excedan el límite permitido. No pueden utilizar vikorstans para el suministro de agua nutritiva. Cuando se administraron se evitaron episodios de metahemoglobinemia grave. Además, los nitratos fluyen desagradablemente sobre el gran pez sin espinas.
amiak y las sales de amonio dañan los procesos biológicos en el agua y son altamente tóxicas para los peces. Además, las sales de amonio se oxidan a nitratos como resultado de procesos bioquímicos.
trilón B. Trilon B es tóxico para los microorganismos, incluidos los que participan en los procesos de purificación bioquímica. Los complejos de Trilon sin sales fuertes pueden tener una toxicidad significativamente menor, pero los complejos sin sales llenan el agua con agua y le dan un olor desagradable.
Inhibitorio OP-7, OP-10 imparten el olor a agua y un sabor específico a pescado. Por lo tanto, para los cuerpos de agua que se utilizan con fines agrícolas, el indicador límite de la rentabilidad de los inhibidores OP-7 y OP-10 es un indicador toxicológico, y para los cuerpos de agua de tratamiento de agua de escombros gubernamentales, nutricionales y culturales, organolépticos ( gusto, olfato).
Hidracina, semiflúor, amíquia, mercurio El agua es un desperdicio tanto para las personas como para la fauna. Sin embargo, el agua que se utiliza para beber tiene una baja concentración de iones fluoruro (aproximadamente 1,0-1,5 mg/l). Tanto las concentraciones más pequeñas como las más grandes de fluoruro son perjudiciales para el cuerpo humano.
Avances del solevmista Es probable que las aguas residuales se deban a la presencia de sales neutras cercanas a las sales que están presentes en las aguas primarias, lo que puede afectar negativamente la flora y fauna del agua.
Lodo, que se encuentra en las aguas residuales de la depuración de plantas de tratamiento de agua, utiliza palabras orgánicas. Cuando se consume en el agua, absorbe la baja acidez del agua mediante la oxidación de estas sustancias orgánicas, lo que puede provocar la interrupción de los procesos de autopurificación del agua y, en invierno, el desarrollo de la muerte de los peces. Los óxidos mucosos presentes en el lodo y el exceso de humedad atacan las mucosas de los peces y provocan su muerte.
La reducción de la afluencia negativa de TEC a los embalses de agua se lleva a cabo mediante los siguientes pasos principales: purificación de las aguas residuales antes de su vertido al embalse, organización del control necesario; cambiar la cantidad de aguas residuales hasta la creación de centrales eléctricas sin drenaje; recuperación de aguas residuales del ciclo TES; tecnología mejorada del propio TES.
En la mesa 2 presentaciones de una instalación de almacenamiento de aguas residuales promedio integral basada en la extracción de datos de análisis químicos de muestras tomadas de las cuencas de varias centrales eléctricas. Estas palabras, en función de su infusión de agua en el régimen sanitario, se pueden dividir en tres grupos.
Capacidad de almacenamiento de aguas residuales en el lavabo de drenaje de la piscina antes de la purificación, para diversos métodos de lavado químico, mg/l
|
Componentes |
Ácido clorhídrico |
Complejo |
ácido aditico |
ácido ftálico |
Hidrazinoácido |
ácido dicarboxílico |
|
|
Cloruro Cl - |
|||||||
|
Sulfato SO 4 |
|||||||
|
Fe 2+, Fe 3+ |
|||||||
|
PB-5, V-1, V-2 |
|||||||
|
Formaldehído |
|||||||
|
Compuestos de amonio NH 4+ |
|||||||
|
Nitrito NO 2- |
|||||||
|
Hidrazina N 2 H 4 |
|||||||
Antes del primero se pueden introducir palabras inorgánicas, en lugar de las cuales en estos casos el valor del GDC se acerca. Incluyen sulfatos y cloruros de calcio, sodio, magnesio. Vierta las aguas residuales cerca del depósito de agua para eliminar el contenido de sal del agua.
Otro grupo está formado por discursos, en lugar de los cuales el GDK los reemplaza significativamente; delante de ellos es necesario agregar sales metálicas (sal, cobre, zinc), compuestos de flúor, hidracina, arsénico. Estas palabras aún no pueden transformarse biológicamente en productos económicos.
El tercer grupo incluye todos los compuestos orgánicos, así como las sales, nitritos y sulfuros de amonio. Lo más peligroso para las sustancias de este grupo es que pueden oxidarse formando algunos o menos productos de desecho: agua, ácido carbónico, nitratos, sulfatos, fosfatos, que provocan oxidación por daños causados por el agua. La fluidez de esta oxidación varía para los diferentes tipos de vinos.
3. Tratamiento de aguas residuales de plantas potabilizadoras
Planta de tratamiento de agua de estación eléctrica residual.
Los métodos de depuración de aguas residuales se dividen en mecánicos (físicos), físico-químicos, químicos y bioquímicos.
La eliminación inmediata de las viviendas de las aguas residuales se puede realizar mediante los siguientes métodos (métodos mecánicos y físico-químicos):
construcción mecánica de casas grandes (sobre garats, redes);
microprocesamiento (pantallas fraccionarias);
iluminación e iluminación;
estancamiento de hidrociclones;
centrífugo;
filtración;
flotación;
electroforesis;
Métodos de membrana (ósmosis inversa, electrodiálisis).
Ver casas cambiando el estado de fase del agua y las casas (métodos fisicoquímicos):
casa - fase gaseosa, fase de agua rara (desgasificación o extracción de vapor);
casa - fase rara o sólida, agua - fase rara (viperación);
casa y agua son dos fases raras que no se mezclan (extracción y coalescencia);
casa – fase sólida, agua – fase sólida (congelación);
casa – fase sólida, agua – fase rara (cristalización, sorción, coagulación).
Los métodos de depuración de aguas residuales mediante mezcla de viviendas con cambio de almacén de productos químicos (métodos químicos y fisicoquímicos) se dividen en los siguientes grupos, según la naturaleza de los procesos:
creación de acciones importantes (vapnuvannya e in.);
síntesis y descomposición (descomposición de complejos de metales importantes con la introducción de prados y en);
procesos oxidativos (oxidación de compuestos orgánicos e inorgánicos por agentes oxidantes fuertes, etc.);
procesamiento térmico (máquinas con pasador sellado, pulverización catódica de excedentes de tina, etc.).
Los métodos más prácticos para el tratamiento de aguas residuales TEC son: sedimentación, flotación, filtración, coagulación y sorción, vaporización, descomposición y oxidación de residuos.
Es posible estancar varias variantes de los esquemas de las plantas de tratamiento de agua antes del contenido del agua de reposición de la caldera. En general, el olor incluye prepurificación de agua e intercambio iónico.
La descarga inmediata de las plantas de tratamiento de aguas residuales de los depósitos de agua es inaceptable debido a los valores de pH que cambian bruscamente, que quedan fuera del rango óptimo para los depósitos de agua de 6,5 a 8,5, así como a la alta concentración de partículas gruesas y sales que contienen.
La eliminación de casas muy dispersas y la regulación del pH no suponen ningún problema. La tarea más difícil es reducir la concentración de compuestos (sales) verdaderamente degradados. El método de intercambio iónico no es adecuado en este caso; los fragmentos conducen a un aumento de la cantidad de sales desechadas. Más importantes son los métodos sin reactivos (evaporación, ósmosis inversa) o con reactivos solidificados (electrodiálisis). En caso de lluvias, el tratamiento del agua en las plantas depuradoras se realiza dos veces.
Por lo tanto, las principales tareas al diseñar y operar el tratamiento de agua TES deben tener en cuenta los cambios en la descarga de aguas residuales.
Obviamente, la tecnología de eliminación de aguas residuales consta de tres etapas:
desechar todos los desechos y aguas residuales del estabilizador;
avistamientos desde medio de los ríos tóxicos de otro grupo del lejano asedio; purificación de productos del habla del tercer grupo.
El agua de purga de los clarificadores se procesa y revicoriza después de la clarificación en el vertedero de lodos, o en tanques de sedimentación especiales, o en filtros prensa, o filtros de vacío de tambor de agua reciclada. En todos los casos, el tanque de reciclaje se utiliza para la recuperación. del agua de lavado de filtros mecánicos. Los lodos de los tanques de sedimentación por lotes se envían directamente al vertedero de lodos desde vicors para neutralizar el agua de regeneración de los filtros de intercambio iónico. Los lodos de depuradora, separados del filtro prensa, deben transportarse al lugar de enterramiento para garantizar una protección fiable contra la entrada de líquidos residuales al entorno.
El diagrama de instalación para la prepurificación de lodos en uno de los TES se muestra en la Fig. 1.
Pequeño 1. Esquema principal de la instalación de drenaje de agua de lodos y soplado de iluminador:
1 - suministro a lodos; 2 – se clarifica el agua en la unidad de suministro de agua; 3 – agua técnica; 4 – otra vez;
5 - lodos agua-agua; 6 - filtro de tambor-aspirador; 7 - soplador de viento; 8 – bomba de vacío; 9 – receptor; 10 – tanque estacionario; 12 – bomba; 12 - capacidad; 13 - tolva para lodos escurridos con agua
El agua de purga del clarificador se dirige al tanque de recolección. Para avanzar en la sedimentación del lodo en este tanque, el agua soplada se hace burbujear a través del aire, luego el agua se bombea a un tanque de nivel constante y se coloca cerca de un filtro de vacío, en el que se separa el lodo. Los lodos se vierten a una tolva y luego directamente al vertedero de lodos. Después de fortalecer los lodos, el agua se devuelve a la planta depuradora.
Pequeño 2. Esquemas de autoneutralización ( A) y neutralización ( b) aguas residuales importantes procedentes de plantas depuradoras:
filtro de cationes 1-H; filtro de 2 aniones; mezclador de 3 vapnyana; 4 bombas del mezclador de vapor; Dispensador de 5 bombas para leche al vapor; 6 sumideros para recoger agua regenerativa; bomba de 7 transferencias; Neutralizador de 8 tanques; Transferencia y arrastre de 9 bombas; 10 agua enfriada después de los condensadores de turbina o depósito de agua
El soplado de la iluminación también puede dirigirse al sistema de llenado de gas o para neutralizar aguas residuales ácidas (a pH>9).
El agua del lavado de los filtros mecánicos, como evidencia de la limpieza previa, va directamente a la línea de salida de agua (durante la coagulación) o a la parte inferior del agente aclarador de la piel (durante el remojo). Para garantizar un desperdicio continuo, esta agua se recoge primero del tanque de regeneración del agua de lavado de los filtros mecánicos.
Si no es necesario un tratamiento previo, el agua procedente del lavado de los filtros mecánicos se puede tratar en un tanque de drenaje especial con agua clarificada conducida a la tubería de salida de agua y los lodos eliminados, estando en el vertedero de lodos o recogiéndose en el GZU. o enviado al sistema de recogida de agua de regeneración y filtros de intercambio iónico.
Aguas residuales de la parte de intercambio iónico de la depuradora, para no tener en cuenta la gran cantidad de partículas gruesas que deben estar presentes al aflojar los filtros, así como otras sales. Es importante mantener esta agua alejada de las mentes locales: de aguas con los beneficios sanitarios, higiénicos y religiosos necesarios; en el sistema de eliminación de hidrocenizas; en la apuesta hay parejas para mentes climáticas amigables; en plantas de vapor; en acuíferos subterráneos.
Tirar las aguas residuales de Vodomu Mozhlive para completar las mentes cantantes. Entonces, con aguas residuales ácidas, es necesario eliminar el desequilibrio ofensivo:
y en los prados
Delaware A- proporción de mezcla a la distancia entre la salida de aguas residuales y el sitio de drenaje más cercano al punto de tratamiento de agua;
q- consumo de agua rozrakhunka, igual al de los ríos no regulados con el consumo de agua mensual promedio más alto, con un 95% de seguridad;
SCH- cambio en el contenido de agua, que provoca un cambio en el pH del agua de salida hasta el valor máximo permitido, mg-eq/kg;
q SSH que q SK: elimina adicionalmente los ácidos de las aguas residuales, aparentemente, g-eq.
Los ácidos arrojadizos y los terrones se indican con las siguientes expresiones:
Delaware GRAMO I GRAMO K - ácidos añadidos, kg;
q I q K: las mascotas perdieron ácido medicinal durante la regeneración, g-eq/g-eq.
Magnitud SCH indicado por la fórmula
Delaware SCH 0 - profundidad de la salida de agua del embalse, mg-eq/kg;
pH D: pH aceptable del agua después de mezclar aguas residuales con agua (6,5 y 8,5);
pH = pH D - pH 0 - el valor por el cual se puede cambiar el indicador de pH del agua;
pH 0 – indicador del pH del agua a la temperatura del agua;
Poder iónico del agua en agua;
Antes 1 - constante de la primera etapa de disociación del H 2 3 a la temperatura del agua cerca del depósito.
Si la eliminación de aguas residuales de fuentes hídricas destruye el sistema de alcantarillado, es necesario detener la neutralización preliminar. En la mayoría de las descargas de aguas residuales, la parte de intercambio iónico de las plantas de tratamiento de agua muestra una reacción ácida después de mezclar fluidos regenerativos con intercambiadores de cationes y filtros de intercambio aniónico. Para neutralizar, utilice reactivos estancados como dolomita, varios prados y, con mayor frecuencia.
Pequeño 3. Esquema de neutralización de las aguas de regeneración de las praderas con gases de combustión:
1 - filtro N-catiónico; 2 - filtro de aniones; 3 - pozo para recoger el agua de regeneración; 4 - bomba que bombea; 5 – tanque de neutralización; 6 – tubo de distribución; 7 - bomba de mezcla y descarte; 8 - eyector; 9 – gases de humo purificados de cenizas; 10 - agua que enfría después de los condensadores de turbina
La neutralización, sin embargo, no produce un cambio tan brusco del agua salada como ocurre con otros reactivos. Parece por estas razones que cuando se neutraliza, se crea un asedio que puede levantarse desde el agua. También se obtuvieron pruebas positivas neutralizando las aguas residuales con agua con amoníaco.
La concentración adicional de reactivos necesarios para la neutralización de aguas ácidas se puede escribir como q SR=P SK-Q SSH y prados - yak q SR=P SSH-Q SK.
Al neutralizar el vapor, el vitrato de CaO al 100% se convierte en q CaO = 28 q CP 10-3.
En la Fig. 2 es inducido por esquemas para neutralizar aguas residuales ácidas.
Si después de mezclar los líquidos de regeneración el agua tiene un carácter normal, entonces la neutralización se puede realizar con gases de combustión en los niveles de separación 2, 3, 2.
El volumen requerido de gases de combustión V para neutralizar el volumen requerido de aguas residuales está determinado por la fórmula
Delaware V GRAMO- la cantidad total de gases de humo que se generan durante el proceso de combustión, después del recolector de cenizas, m 3 / kg o m 3 / m 3;
V SO2; V CO2і V NO2- volúmenes de gases auxiliares que se disuelven durante la quema, m3/kg o m3/m3.
En la Fig. La Figura 3 muestra un diagrama de la neutralización de aguas residuales de plantas de tratamiento de agua con gases de combustión utilizando el método indirecto de burbujeo para liberar gas del agua.
Con los mismos fines, se instalaron plantas de vaporización para la concentración y vaporización profunda de aguas residuales (Central Térmica de Ferganá, Central Térmica de Kazán-3). El concentrado se suministra a la planta de procesamiento de residuos concentrados. La instalación es un dispositivo con juntas estancas (Fig. 4), donde se realiza la evaporación hasta eliminar la sal cristalina que se forma en una mezcla que no se filtra.
4. Purificación de aguas residuales para eliminar productos de nafta.
Pequeño 4. Aparatos para vaporizar aguas residuales:
1 - abrigo grabado; 2 – dispositivo; 3 – ventilador; 4 – tanque; 5 - regulador de nivel
Para depurar las aguas residuales de los productos de nafta se utilizan los métodos de sedimentación, flotación y filtración.
Un método para establecer la base de la potencia de la migración de productos de agua y nafta. Las partículas de productos de nafta, bajo la influencia de fuerzas de tensión superficial, se hinchan hasta adquirir una forma esférica y sus tamaños varían de 2 a 310 2 micrones. El valor, convertido al tamaño de la partícula, se llama grado de dispersión. El proceso se basa en el principio de ver los productos de nafta bajo la influencia de la densidad del agua y las partículas de aceite. En lugar de productos de nafta, el efluente fluye y alcanza un nivel medio de 100 mg/l.
La producción de productos de nafta se realiza en la planta de nafta (Fig. 5). El agua se suministra a la cámara receptora y, pasando por debajo del tabique, se drena desde la cámara de drenaje, donde tiene lugar el proceso de descarga de agua y productos derivados del petróleo. El agua purificada, al pasar por debajo de otra partición, se retira de la trampa de nafta y los productos de nafta forman un flotador en la superficie del agua y se eliminan mediante un dispositivo especial. Al elegir nafta, es necesario tener en cuenta los siguientes supuestos: la fluidez del flujo de agua en todos los puntos de la sección transversal es la misma; el flujo de agua es de naturaleza laminar; La fluidez de la descarga de partículas de productos de nafta es constante a lo largo del flujo.
Pequeño 5. Diagrama de una planta típica de nafta:
1 taza de agua; 2 – cámara primaria; Zona de 3 secciones: 4-agua purificada; 5 - tabiques verticales reforzados; 6-tubos colectores de naftas; 7-plivka de productos de nafta
La temperatura del agua tiene un impacto significativo en la eficiencia del robot naftator. El aumento de la temperatura del agua provoca una disminución de la viscosidad, lo que elimina la pérdida de partículas visibles. Por ejemplo, el fueloil a una temperatura del agua inferior a 30 °C se deposita en la trampa de aceite en el rango de 30 ... 40 °C, partes del fueloil se encuentran en el nivel deseado y por encima de 40 °C la acción de las partículas. aparece la coalescencia.
Pequeño 6. Naftovlovitsa Giprospetsprombud con mecanismo raspador:
1 – cámara primaria; 2 – partición; 3 – zona de agua; 4 – partición; 5 – cámara de entrada; 6 – bandeja de desbordamiento; 7 – raspador; 8 – tubos divididos giratorios; 9 - hoyo; 10 - ascensor hidráulico
En la Fig. 6 presenta naftovik a Hydrospetsprombud. Los productos de nafta, que se vierten sobre la superficie de las cámaras de líquido, son conducidos mediante un dispositivo raspador hasta grandes tuberías giratorias, que se esparcen sobre la superficie y cerca de las zonas húmedas de la sección de piel, a través de las cuales se elimina el hedor del planta de nafta. Debido a la presencia de casas que se hunden cerca de las aguas residuales, los hedores caen al fondo del tanque de nafta, son arrastrados por el mismo transportador raspador hacia el pozo y, con la ayuda de esta válvula (o elevador hidráulico), son eliminados de el tanque de nafta. Las pastas Naftopaste de este tipo tienen una productividad de 15...220 kg/s en aguas residuales.
Pequeño 5.7. Diagrama de instalación para flotación a presión:
1 entrada de agua; 2-reservorio primario; tubería de 3 tubos; 4 líneas; 5 bombas; cámara de 6 flotaciones; 7-pinozbirnik; 8 diluciones de agua purificada; Capacidad de 9 presiones
El método de flotación para purificar el agua se basa en la creación de complejos de una porción de productos de nafta; el método de flotación se basa en la evidencia actual de estos complejos a partir del agua. La fluidez de fusión de tales complejos excede la fluidez de fusión de partículas de productos de nafta en 10 2 ... 10 3 veces. Por estos motivos, la flotación es una solución muy eficaz.
Pequeño 8. Esquema de instalación para flotación sin presión:
1 entrada de agua; 2-reservorio primario; tubería de 3 tubos; 4 líneas; 5 bombas; cámara de 6 flotaciones; 7-pinozbirnik; 8 diluciones de agua purificada
Se separan mediante flotación a presión, si los bulbos de viento son visibles desde el agua cruzada, y sin presión, que funciona con la ayuda de los bulbos de viento introducidos en el agua con dispositivos especiales.
Durante la flotación por presión (Fig. 7), el agua se presuriza a una presión de hasta 0,5 MPa, para lo cual se suministra agua a la tubería frente a la bomba, y luego el agua se extrae con una longitud de 8 a 10 min. en un especial El tanque de presión restante se recoge y se introduce en el flotador, donde se libera la presión, se forman los bulbos en el aire y el proceso de flotación se lleva a cabo bajo el agua y en la casa. Cuando se reduce la presión en la entrada de agua del flotador, cuando se libera el agua, se pueden ver bulbos solidificados casi en forma de manopla.
En la flotación sin presión (Fig. 8), la formación de los bulbos se logra mediante fuerzas mecánicas (bomba, eyector) o eléctricas y el flotador está listo para introducir el sistema disperso del bulbo - agua. El tamaño óptimo de los bulbos es de 15 a 30 micrones. La fluidez de fusión de bulbos de este tamaño a partir de partes acumuladas de aceite llega a ser de 0,9...10 -3 m/s, lo que es 900 veces mayor que la fluidez de fusión de partes de aceite de un tamaño de 1,5 micrones.
La filtración de agua aceitosa y aceitosa se produce en la etapa final de purificación. El proceso de filtración se basa en la adhesión de partículas emulsionadas de productos de nafta a la superficie de los granos del material que se está filtrando. Los desechos filtrados se realizan mediante una depuración preliminar de las aguas residuales (destinación, flotación), antes de los filtros la concentración de productos de nafta es baja y asciende a 10 -4 ... 10 -6 partes volumétricas.
Al filtrar aguas residuales, las partículas de productos de nafta son visibles por el flujo de agua en la superficie de los granos del material filtrado y forman canales de poros muy estrechos. Con una superficie hidrófoba (no interactúa con el agua), las partículas se adhieren bien a los granos; con una superficie hidrófila (no interactúa con el agua), la adhesión se dificulta debido a la presencia de una capa de hidratación en la superficie de los granos. . Sin embargo, las partículas que se pegan quedan colgando de la membrana de hidratación y, en cualquier momento, el material filtrante se vuelve hidrofóbico.
Pequeño 9. Cambiar la concentración de fueloil en el condensado durante la hora de vaporización del filtro al regenerar el material del filtro.
Cuando el filtro está en funcionamiento, partes de los productos de nafta se reponen gradualmente mientras se satura el material que se está filtrando. Como resultado, después de diez horas, se establece un equilibrio igual entre la cantidad de aceite que se ve desde el flujo hacia las paredes y la cantidad de aceite que se escurre desde la aparición de la saliva en el pie a lo largo del flujo. de las bolas del material se lo que filtra.
Con el tiempo, la saturación de productos de nafta cae hasta el límite inferior de la bola del filtro y aumenta la concentración de aceite en el filtrado. En este caso, el filtro está sujeto a regeneración. Un aumento de la temperatura del agua corresponde a un cambio en la viscosidad de los productos de nafta y, por tanto, a una distribución equitativa de la altura de la bola.
Los materiales tradicionales para los filtros filtrantes son la arena de cuarzo y la antracita. A veces es necesario eliminar el ácido sulfónico del filtro catiónico de Na. El tiempo restante es para endurecer escorias de alto horno y de hogar abierto, arcilla expandida y diatomita. Especialmente para estos fines ENIN im. GM Krzhizhanovsky desarrolló la tecnología para extraer coque del carbón de Kansk-Achinsk.
Pequeño 10. Esquema tecnológico de depuración de aguas residuales para eliminación de productos de nafta:
1-tanque primario: 2-naftovik; 3 tanques intermedios; 4 flotadores; capacidad de 5 presiones; 6 eyectores; Imprimación de fueloil 7; Filtro mecánico de 8; filtro de 9 piezas; 10 tanques de agua de lavado: 11 receptores; 12 compresores; 13 bombas: coagulante de 14 roschin
La regeneración del filtro se realiza con vapor de agua mediante una prensa de 0,03...0,04 MPa a través del dosificador superior. El vapor calienta los productos de nafta capturados y el hedor sale de la bola. La duración de la regeneración no supera los 3 años. El exceso de aceite del filtro va acompañado de un aumento inicial de su concentración en el condensado y luego de cambios (Fig. 9). El condensado se descarga en tanques delante de la nafta o del flotador.
La eficiencia de la purificación de aguas residuales en filtros a granel que contienen productos de nafta se acerca al 80%. En lugar de productos de nafta, se fija en 2...4 mg/kg, lo que supera el HDC. El agua con tal viscosidad se puede enderezar con fines tecnológicos TES. En algunos casos, este filtrado debe purificarse adicionalmente mediante sorción (arrastrado por dióxido de carbono activo) o filtros naturales.
En la figura 1 se muestra un esquema típico para el tratamiento de aguas residuales de productos de nafta. 10. Las aguas residuales se recogen en los tanques intermedios intermedios, en los que se ven partes de las partículas más grandes. casa y partículas de productos de nafta. Las aguas residuales, a menudo drenadas de la casa, van directamente a la pasta de nafta. Luego el agua pasa al tanque intermedio y es bombeada al flotador. Los productos derivados del petróleo se envían al receptor de fueloil, luego se calientan con vapor para reducir la viscosidad y se retiran de la instalación de pulverización catódica.
El agua parcialmente purificada pasa directamente a otro depósito intermedio y desde éste se conduce a una unidad de filtrado, que consta de dos partes. La primera etapa dispone de un filtro con filtro de doble bola fabricado con arena de cuarzo y antracita. La otra etapa consta de un filtro de sorción. Activos encantados de los Vugillas. La etapa de purificación del agua para este esquema debería ser cercana al 95%.
5. Purificación del agua de lavado en la superficie calefactora de las calderas.
Las aguas de lavado de aguas regenerativas (RVP) son sustancias ácidas (pH = 1,3...3), que eliminan partículas gruesas: óxidos, ácido silícico, productos de desecho, pequeña parte de cenizas, ácidos fuertes y, sulfatos de metales importantes, semi- medio y en .
En la mezcla de agua media, g/l: ácido fuerte (en la conversión a H 2 SO 4) 4…5, sal 7…8, níquel 0,1…0,15, vanadio 0,3…0,8, cobre 0, 02…0,05, habla dependiente 0,5, excedente seco 32…45.
Las aguas residuales de los lavadores RVP y las superficies de calentamiento por convección de las calderas son neutralizadas por sus praderas. En este caso, los metales importantes se depositan en el lodo en forma de hidróxidos similares. El agua residual de las calderas de gasóleo se mezcla con vanadio, el lodo que se crea durante su neutralización y una valiosa materia prima para la industria metalúrgica. Por tanto, el proceso de neutralización y depuración de aguas residuales se organiza de la siguiente manera. Para clarificar el agua y las aguas residuales procedentes de lodos de vanadio, que se envían directamente a las plantas metalúrgicas, con los productos finales, se clarifica el agua.
La neutralización del agua de lavado se realiza en una o dos etapas. Durante la neutralización en una etapa, las aguas residuales se tratan con leche vaporizada hasta un pH = 9,5...10 y se eliminan todos los componentes tóxicos del sedimento.
En la Fig. 11 indicaciones de averías de OTI y Teploelektroproekt e instalaciones en la TPP-5 de Kiev, versión del esquema para la neutralización y protección ambiental de las aguas residuales de la RVP. En este esquema, el agua de lavado se suministra al tanque neutralizador, el cual también se dosifica y descarga. La mezcla se mezcla con bombas de recirculación y aire comprimido, luego se deja durante 7...8 años, después de lo cual parte del agua clarificada (50-60%) se recicla para lavar las calderas y los lodos se alimentan para drenar en el filtro. prensa tipo FPAKM. Los lodos son enviados mediante un transportador de tornillo para su envasado y almacenamiento. La productividad del filtro prensa es de 70 kg/(m 2 año). El filtrado del filtro prensa se transfiere a un filtro catiónico para capturar el exceso de cationes de metales importantes. El filtrado de los filtros de intercambio catiónico se descarga al cuerpo de agua.
Pequeño 11. Esquema de instalación para calefacción exterior y neutralización de agua de lavado de caldera y RVP:
1-agua obmivna; Neutralizador de 2 tanques; 3 bombas; 4 filtros prensa; Agua de 5 tecnologías para lavar la tela filtrante; tornillo transportador; 7 máquinas para coser bolsos; 8-navantazhuvach; colección de 9 tanques; bomba de 10 filtrados; Bomba de extracción de 11 sales; Tanque de 12 medidas para dividir sal; 13-filtrado; departamento de 14 regeneración; filtro de cationes /5; Leche 16-vapnyane; 17 mezcladores; 18 bombas; 19-el agua se aclara en la repetición vikoristannya; 20 aniversario
La regeneración del filtro se realiza con NaCl y el agua de regeneración se descarga en el tanque neutralizador. El agua se acidifica, los lodos se enriquecen con óxidos de salinidad, sulfato de calcio y bajo contenido de vanadio (pentóxido de vanadio inferior al 3...5%).
El Instituto de Investigación y Desarrollo de la Metalurgia de Chelyabinsk (CHNDIM), junto con el TPP-5 de Kiev, ha desarrollado un método para reemplazar el vanadio bajo asedio. En el caso de una neutralización de una etapa, el reactivo de precipitación se utiliza para combinar hidróxido Fe(OH) 2, calcio Ca(OH) 2, magnesio Mg(OH) 2 y ion silicato SiO 3 2. El proceso de precipitación se lleva a cabo en H =3,4…4,2.
Para aumentar la concentración de vanadio en el lodo, el proceso de sedimentación se puede organizar en dos etapas. En la primera etapa se realiza el tratamiento del suelo (NaOH) a pH = 4,5-4,0, en el que se produce la precipitación de Fe (OH) 3 y la mayor parte de vanadio, y en la otra etapa se realiza el proceso de neutralización a pH = 8,5...10, cuando precipita el hidróxido. La otra etapa está en pleno apogeo. Cuyo valor es el lodo, lo eliminaremos en la primera etapa de neutralización.
6. Depuración de aguas residuales, lavado químico y conservación de equipos.
Las aguas residuales provenientes del prearranque (después de completar la instalación) y de los lavados químicos operativos y de mantenimiento son “voleas” agudas con una gran variedad de arroyos que se ubican en ellas.
El volumen total de aguas residuales obstruidas de un lavado químico para promover la purificación, m 3, se puede calcular a partir del virus.
Delaware A-Sumarny obsyag de contornos de lavado, m 3;
Antes-El coeficiente es de 25 para el gasóleo TEC y de 15 para el carbón aserrado, ya que en el resto de las precipitaciones parte del agua de lavado con menos de 100 mg/l de agua puede ser arrojada a la gasolinera.
Existen dos opciones principales para la depuración de aguas húmedas y de conservación:
en TES que funcionan con fuego raro y similar al gas, así como en TES de carbón con un sistema DZP de circuito abierto (flujo directo);
en TEC, que funciona con fuego sólido con un sistema DZP reversible.
A la primera opción le siguen las siguientes etapas de depuración: recogida de todos los productos de desecho de los tanques homogeneizadores, eliminación de residuos tóxicos de otro grupo, depuración del agua de los residuos del tercer grupo. La recogida y recogida de aguas residuales se realiza en la instalación, que incluye un depósito abierto de dos cuerpos o depósito homogeneizador, depósitos neutralizadores y un depósito para corrección del pH.
Los efluentes de los lavados de agua de mazorca del inmueble, contaminados con productos de corrosión y casas mecánicas, son dirigidos al primer tramo de la piscina abierta. Una vez clarificada el agua, el agua de la primera sección se puede transferir a otra: la piscina del medio. En esta sección, las aguas residuales con pH = 6...8 se descargan de los lavados con agua una vez finalizada la operación de eliminación de aguas ácidas y residuales.
El agua de la sección de homogeneización debe volver a disolverse para apoyar los sistemas de suministro de agua circulante o DZP. La zona de almacenamiento de aguas residuales en el lavabo de la piscina se indica en la tabla. 2. Los ácidos y productos residuales de los equipos de limpieza química se recogen en tanques neutralizadores (Fig. 12), que contienen 7...10 conexiones al circuito a limpiar, para su mutua neutralización. Los productos de los tanques neutralizadores y vikorstans con fines de conservación se envían al tanque para corregir el pH mediante neutralización residual, precipitación de iones de metales importantes (residuos, miel i, zinc), descomposición de hidracina, descomposición de nitratos.
La neutralización y sedimentación del líquido se realiza mediante tratamiento del agua hasta pH = 10...12 y se almacena en un depósito de aguas residuales sujeto a deshidratación. Para sedimentar los lodos se deja agua clarificada durante al menos dos tazas, tras lo cual los lodos se vierten al vertedero de lodos de las plantas depuradoras de agua de pretratamiento o al vertedero de cenizas.
Dado que en los lavados a base de ácido cítrico también están presentes cobre y zinc, para precipitar el cobre y el zinc se añade sulfuro de sodio, que se debe añadir después de la separación del lodo con hidróxido de saliva. El precipitado de sulfuros de cobre y zinc debe diluirse en las instalaciones de tratamiento no menos de lo necesario, tras lo cual los lodos se descargan al vertedero de lodos de pretratamiento.
Pequeño 12. Esquema de depuración de aguas residuales, qué enjuagar:
1 – tanque; 2 – tanque neutralizador; 3 – escurridor de lodos; 4 – tanque para corrección del pH; 5 – suministro de leche al vapor; b - suministro de vapor de cloro; 7 - suministro de sulfuro de sodio (Na 2 S); 8 – ácido sulfúrico: 9 – suministro de aire; 10 – agua para purificación; 11 - agua para filtro prensa: 12 - descuento
Para eliminar los enjuagues y los materiales conservantes para eliminar los nitritos, puede usar líquidos ácidos para lavarlos o tratarlos con ácido. En este caso, es necesario asegurarse de que al eliminar los nitritos se generen gases NO y NO 2, cuya fuerza es superior a la del aire. Por lo tanto, se puede acceder al tanque en el que se ha llevado a cabo un extenso trabajo para eliminar el nitrito, lo que sólo podrá permitirse después de una ventilación reactiva del tanque y una verificación de la contaminación por gas.
La hidrazina y el amoníaco que se encuentran en las aguas residuales pueden resultar dañados por el vapor de cloro. En este caso, la hidracina se oxida con cloro y nitrógeno libre. Para una destrucción prácticamente completa de la hidracina, el volumen de vapor de cloro se puede aumentar hasta alcanzar el valor estequiométrico en aproximadamente un 5%.
Cuando el amoníaco reacciona con el cloro se crea cloramina que, en presencia de un pequeño exceso de amoníaco, lo oxida con nitrógeno. Cuando hay un gran exceso de amoníaco, se crea hidrazina como resultado de su interacción con la cloramina. Por lo tanto, cuando hay un químico contaminado con cloro, para reemplazar el amoníaco, es necesario absorber rápidamente la dosis estequiométrica del químico.
El amoníaco se puede neutralizar como resultado de la interacción con el ácido carbónico durante la aireación en el tanque neutralizador o en el tanque de corrección de pH. El agua está estupefacta, el Pislyu Zneshkojnnya de los rosacianos perecederos y enlatados se inhibe, Boti Dodatkovo se lamenta por la reacción neutra anidada (pH = 6,5 ... 8,5), repetidamente vicoristan en el consumidor de tecnología Elektronets. La hidracina se encuentra en los desagües sólo unos pocos tramos, mucho después del estallido de la violencia en el medio. Posteriormente no se detecta hidracina, lo que explica su oxidación en el sitio catalítico de la reacción y los medios.
Pequeño 13. Esquema de la unidad de depuración de productos conserveros:
1 - desechar productos enlatados; 2 - suministro de reactivos; 3 - el tanque recoge las mercancías que se pueden conservar; 4 - suministro de vapor inflamable: 5 - bomba; 6 – drenaje de la fuente de alimentación externa: 7 – bomba de circulación; 8 - eyector: 9 - línea de recirculación
La tecnología para purificar aguas residuales a partir de flúor implica el uso de alúmina seca y de ácido sulfúrico en una proporción preparada: por 1 mg de flúor, al menos 2 mg de Al 2 Pro 3. Demasiado flúor alcanza un poco más de 1,4...1,6 mg/l.
El agua del tanque se clarifica para corregir el pH mediante depuración bioquímica, que es un método de depuración universal.
El proceso de limpieza bioquímica se basa en la vitalidad de varios tipos de microorganismos que pueden degradar las sustancias orgánicas y minerales que se encuentran en las aguas residuales, como fuente de agua y energía. Para la depuración biológica se utilizan tanques de aireación y biofiltros. Existe la necesidad de concentrar determinadas sustancias en el agua, lo que conduce directamente a la biopurificación. A mayores concentraciones, estas sustancias se vuelven tóxicas para los microorganismos.
Se establece la concentración máxima permitida de reactivos en el agua que se procesa directamente para la purificación biológica, en mg/kg:
hidracina 0,1;
liberación de ácido sulfúrico 5;
cloro activo 0,3;
anhídrido ftálico 0,5.
Trilon B en forma pura inhibe los procesos de nitrificación en una concentración superior a 3 mg/l. Los trilonati en concentraciones finales inferiores a 100 mg/l son completamente destruidos por la mula activa de esporas biológicas puras.
En la práctica, también está estancada la depuración completa del agua clarificada de las aguas residuales en las depuradoras regionales y municipales. Esta decisión está legitimada por estrictas normas y reglas sanitarias, que estipulan el tratamiento adecuado de las aguas residuales y la concentración máxima permitida de contaminantes en ellas.
En los TES con sistema cerrado de GZU, es posible descargar los residuos de lavado y conservación directamente al vertedero de residuos, si el pH>8. En otros casos, primero se neutraliza el agua de lavado para eliminar la corrosión de las tuberías del sistema de distribución de gas. Las casas tóxicas se absorben con ceniza.
En ausencia de un sistema DZP circulante en el TES, los elementos de conservación pueden tratarse con diversos agentes oxidantes: ácido, cloro, etc.
Documentos similares
Drenaje de agua TES y su depuración, afluencia con aguas naturales, procesos de autodepuración. Entra para asegurar una disminución en el flujo de agua. Limitar las concentraciones permitidas de sustancias de desecho. Tratamiento de aguas residuales procedentes de plantas potabilizadoras.
presentación, adición 29/01/2014
Almacén y clasificación de materiales plásticos. Aguas residuales para la producción de poliestirenos en suspensión y copolímeros de estireno. Aguas residuales para la producción de resinas de fenol-formaldehído. Clasificación de métodos de purificación química. Depuración de aguas residuales tras la extracción del caucho.
trabajo del curso, agregar 27/12/2009
Las aguas residuales como recurso para el abastecimiento de agua industrial, su clasificación depende de la economía de los diferentes tipos de tratamiento de agua, tipo y variedad. Etapas de preparación de aguas residuales, almacenamiento de aguas residuales y herramientas.
resumen, adición 03/01/2011
Valores sanitarios e higiénicos del agua. Características de los procesos tecnológicos para la depuración de aguas residuales. Obstrucción de aguas superficiales. Drenaje de agua y lavados sanitarios. Vea Su purificación. Características organolépticas e hidroquímicas del agua de río.
trabajo de diploma, suma 10/06/2010
Depósito de aguas residuales de la industria de larvas. Evaluación de la afluencia de aguas residuales de la industria alimentaria a las aguas naturales y al mundo con agua. Bases jurídicas y métodos para garantizar la legislación ambiental en el ámbito de la protección de las aguas naturales.
trabajo de diploma, suma 10/08/2010
Los procesos tecnológicos y las adquisiciones son la clave para la creación de fondos. Renovación del impuesto ambiental. Aguas residuales de diversos talleres de empresas de ingeniería mecánica. Vitrat de aguas residuales superficiales. Tipos particulares de contaminación de las aguas industriales.
control de robot, agregar 07/01/2015
Dzherela vio el carácter salvaje del carácter excesivamente burgués que caracteriza a esta raza. Métodos de depuración de aguas residuales: mecánico, térmico, físico-químico, químico y electroquímico. Descripción del proceso tecnológico y equipos de seguridad.
trabajo de diploma, adición 10/02/2009
Tipos de generación de electricidad en la Federación de Rusia. Características y comportamiento de las aguas residuales. Almacén y concentración de congestión, lo que tienen. Métodos físico-químicos de purificación química. Análisis del desarrollo actual de las centrales térmicas y su flujo actual hacia Dovkilla.
resumen, adición 03/04/2014
Obstrucción, como en aguas residuales. Biodegradable como uno de los poderes clave de las aguas residuales. Factores y procesos que se utilizan para la depuración de aguas residuales. El principal esquema tecnológico de depuración para esporadas de productividad media.
resumen, adición 12/03/2011
El flujo de agua y la destrucción de sus discursos fluyen hacia el cuerpo humano. Indicadores sanitarios, toxicológicos y organolépticos del despilfarro de agua potable. Tecnologías y métodos actuales de depuración de aguas naturales y residuales, evaluación de su eficacia práctica.
Inicio > Conferencias
Nacional Doslednytskyi
Universidad Politécnica de Tomsk
Departamento de Teórica
tecnología de calefacción industrial
Conferencias del curso:
"Tecnologías ambientales en las industrias.
energía térmica"
Rozrobnik: Ph.D., Razva A.S.
Aguas residuales de empresas de la industria de energía térmica y su depuración.
1. Clasificación de las aguas residuales TES
El funcionamiento de las centrales térmicas depende de grandes volúmenes de agua. La mayor parte del agua (más del 90%) se desperdicia en los sistemas de refrigeración de diversos equipos: condensadores de turbina, enfriadores de aceite y aire, mecanismos de colapso, etc. Las aguas residuales son cualquier flujo de agua que sale del ciclo de la central eléctrica. A las aguas residuales o aguas residuales, además de las aguas de los sistemas de refrigeración, se les puede atribuir: aguas residuales de los sistemas de eliminación de hidrocenizas (HSU), que se realizaron después del lavado químico de los equipos de energía térmica o su conservación: agua de lodos de regeneración de Instalaciones de tratamiento de agua (tratamiento de agua): aguas residuales contaminadas con nafta, desechos y desechos que se producen al lavar superficies de calefacción externas, calderas de calefacción y economizadores de calderas de agua, que queman fueloil de alta pureza. Los depósitos de aguas residuales procesadas se identifican por el tipo de TES y el equipo principal, su resistencia, el tipo de incendio, el almacenamiento del agua de salida, el método de tratamiento del agua, principalmente la producción y, especialmente, el nivel de operación. El agua después de enfriar los condensadores de las turbinas y los ventiladores de refrigeración, por regla general, solo sufre la llamada obstrucción térmica, ya que su temperatura excede la temperatura del agua del depósito de agua en 8...10 °C. En algunos casos, se pueden agregar aguas de enfriamiento a aguas naturales y de fuentes extrañas. Esto se debe al hecho de que el sistema de refrigeración también incluye aceite de refrigeración, cuya pérdida de resistencia puede provocar la penetración de productos de nafta (aceites) en el agua de refrigeración. En las plantas de calefacción de fueloil se generan aguas residuales para eliminar el fueloil. Los aceites se pueden perder en el agua de drenaje del edificio principal, garajes, unidades de almacenamiento interno y dispensarios de aceite. El volumen de agua en los sistemas de refrigeración está determinado por la cantidad principal de vapor que fluye hacia los condensadores de las turbinas. Por lo tanto, la mayor cantidad de agua en la condensación de TES (CES) y AES, donde el volumen de agua (t/año) que enfría los condensadores de las turbinas, se puede encontrar mediante la fórmula Q=KW Delaware W.- Potencia de la estación, MW; Antes- Coeficiente, para TES Antes = 100...150: AEC 150...200. En las centrales eléctricas donde se queman sólidos, se eliminan grandes cantidades de cenizas y escorias mediante un método hidráulico, que requiere una gran cantidad de agua. En la central termoeléctrica de 4.000 MW que funciona en Ekibastuz Vugilla se queman hasta 4.000 t/año, lo que genera aproximadamente 1.600...1.700 t/año de cenizas. Para evacuar esta cantidad de agua de la estación se requieren al menos 8000 m 3 /año de agua. Por lo tanto, el principal resultado directo de este problema es la creación de sistemas DZP circulantes, cuando se eliminan las cenizas de las cenizas y el agua se clarifica directamente de regreso al TES en el sistema DZP. Las aguas de arrastre de la DZP están significativamente contaminadas con materia en suspensión, lo que puede provocar una mayor mineralización y, en la mayoría de los casos, una mayor fluidez. Además, pueden contener flúor, arsénico, mercurio y vanadio. Los efluentes tras el lavado químico o la conservación de equipos de energía térmica son muy diversos en el almacén debido a la gran cantidad de residuos de lavado. Para el enjuague se utilizan ácidos minerales clorhídrico, ácido, fluorhídrico, sulfámico, así como ácidos orgánicos: cítrico, ortoftálico, adípico, acedera, murashina, etc. Junto a ellos se encuentran Trilon B, varios inhibidores de corrosión, hidracina de superficie, nitritos y amoníaco. Como resultado de reacciones químicas, durante el proceso de lavado o conservación se pueden liberar diversos ácidos orgánicos e inorgánicos, prados, nitratos, sales de amonio, saliva, cobre, trilon B, inhib, itori, hidracina, flúor, urotropina, captax, etc. Esta diversidad de desechos químicos enfatiza la eficacia individual de la neutralización y el entierro de los desechos tóxicos de los lavados químicos. Al lavar las superficies exteriores con agua, se agrega calor al TEC, que se utiliza para calentar el calor como combustible puro. Vale la pena recordar que estos extensos procesos de intercambio van acompañados de la eliminación de lodos y de materiales valiosos, como el vanadio y el níquel. Durante la operación del tratamiento de agua sin sal en TES y AES, se producen aguas residuales del almacén de reactivos, lavado de filtros mecánicos, eliminación de agua de lodos de clarificadores y regeneración de filtros de intercambio iónico. Esta agua contiene una gran cantidad de sales de calcio, magnesio, sodio, aluminio y sal. Por ejemplo, en una central térmica con una productividad de tratamiento químico de agua de 2000 toneladas/año, se descargan sales hasta 2,5 toneladas/año. Los pretratamientos (filtros mecánicos y clarificadores) eliminan residuos no tóxicos: carbonato de calcio, hidróxido de aluminio, ácido silícico, materia orgánica, partículas de arcilla. I, se encontró que en las centrales eléctricas que utilizan sistemas de control de turbinas de vapor y petróleo del tipo ivviol u OMTI, se genera una pequeña cantidad de aguas residuales contaminadas con azufre. El principal documento normativo que establecerá un sistema para la protección de las aguas superficiales son las “Reglas para la protección de las aguas superficiales (reglamentos estándar)” (Moscú: Derzhkomprirodi, 1991).
2. Ingreso de aguas residuales de TES a reservorios naturales
Las aguas naturales son sistemas ecológicos complejos (ecosistemas) que dan lugar a la biocenosis, la diversidad de organismos vivos (criaturas y plantas). Estos sistemas fueron creados a lo largo de miles de años de evolución del mundo viviente. Los embalses no son sólo acumulaciones y depósitos de agua, en los que el agua se promedia sobre el embalse, y en ellos tienen lugar continuamente procesos de cambio de la composición de las casas, acercándolas al mismo nivel. Puede ser destruido como resultado de la actividad humana debido al vertido de aguas residuales de TES. Los organismos vivos (hidrobiontes) que habitan los cuerpos de agua están estrechamente conectados entre sí por la mente de la vida y, en primer lugar, por los recursos alimentarios. Los hidrobiontes desempeñan un papel importante en el proceso de autopurificación con agua. Algunos hidrobiontes (provocan plantas) sintetizan sustancias orgánicas, dando como resultado sustancias inorgánicas a partir de sustancias superfluas, como CO 2, NH 3 y otros hidrobiontes (provocan los suyos propios) preparan discursos orgánicos. Las algas también mineralizan compuestos orgánicos. El proceso de fotosíntesis huele a acidez. La mayor parte de la acidez se encuentra en el agua a través de la aireación cuando el agua entra en contacto con el viento. Los microorganismos (bacterias) intensifican el proceso de mineralización de la materia orgánica durante la oxidación con ácido. El deterioro del ecosistema en una situación igualmente importante, por ejemplo, debido a los vertidos de aguas residuales, puede provocar la destrucción y muerte de una especie (población) joven de hidrobiontes, lo que lleva a una reacción de Lanzug que destruye toda la biocenosis. La destilación del agua intensifica los procesos que llevan el agua a un nivel óptimo, lo que se denomina procesos de autopurificación con agua. Las cosas más importantes en estos procesos son:
- sedimentación de partículas gruesas y coagulación de pozos; oxidación (mineralización) de casas orgánicas; oxidación de minerales que albergan acidez; neutralización de ácidos y bases cambiando la capacidad tampón con agua (adición) para cambiar el pH; hidrólisis de iones de metales importantes, que conduce a la formación de hidróxidos de baja calidad y su liberación del agua; el establecimiento del equilibrio del ácido carbónico (estabilización) en el agua, que se acompaña de la formación de una fase sólida (CaCO 3) o de la transición de su parte del agua.
Limitar las concentraciones permitidas de flujos de desechos cerca de cuerpos de agua. tabla 1
| Para tratamiento de agua y agua sanitaria | Para el Ribogospodarskikh con agua |
||||
| Rechovina | Clase de preocupación | Un indicador limitado de egoísmo | |||
| Amoníaco NH3 | sanitario-toxicológico | toxicológico | |||
| Vanadio V 5+ | |||||
| Hidrazina N 2 H 4 | |||||
| Zalizo Fe 2 + | organoléptico (color) | ||||
| Cobre Cu 2 + | organoléptico (prismak) | ||||
| Mish'yak como 2+ | sanitario-toxicológico | ||||
| Níquel Ni 2 + | |||||
| Nitratos (para NO 2 -) | |||||
| poliacrilamida | |||||
| Mercurio | número de días |
||||
| Suiza Pb 2 + | |||||
| Formaldehído | |||||
| Flúor F - | |||||
| Sulfatos (SO 4) | organoléptico (prismak) | sanitario-toxicológico | |||
| Fenoles | organoléptico (olor) | toxicológico | |||
| TLCAN y naftoproductos | organoléptico (plivka) | Ribogospodarsky | |||
para varios métodos de enjuague químico, mg/l Tabla 2
| Componentes | Ácido clorhídrico | Complejo | ácido aditico | ácido ftálico | Hidrazinoácido | ácido dicarboxílico |
| Cloruro Cl - | ||||||
| Sulfato SO 4 | ||||||
| Fe 2 + , Fe 3 + | ||||||
| Cobre Cu 2 + | ||||||
| ZincZn 2+ | ||||||
| Flúor F - | ||||||
| OP-7, OP-10 | ||||||
| PB-5, V-1, V-2 | ||||||
| Captax | ||||||
| Formaldehído | ||||||
| Compuestos de amonio NH 4+ | ||||||
| Nitrito NO 2 - | ||||||
| Hidrazina N 2 H 4 | ||||||
| solevmista |
3. Tratamiento de aguas residuales de plantas potabilizadoras
Los métodos de depuración de aguas residuales se dividen en mecánicos (físicos), físico-químicos, químicos y bioquímicos. La eliminación inmediata de las viviendas de las aguas residuales se puede realizar mediante los siguientes métodos (métodos mecánicos y físico-químicos):
- construcción mecánica de casas grandes (sobre garats, redes); microprocesamiento (pantallas fraccionarias); iluminación e iluminación; estancamiento de hidrociclones; centrífugo; filtración; flotación; electroforesis; Métodos de membrana (ósmosis inversa, electrodiálisis).
- casa - fase gaseosa, fase de agua rara (desgasificación o extracción de vapor); casa - fase rara o sólida, agua - fase rara (viperación); casa y agua son dos fases raras que no se mezclan (extracción y coalescencia); casa – fase sólida, agua – fase sólida (congelación); casa – fase sólida, agua – fase rara (cristalización, sorción, coagulación).
- creación de acciones importantes (vapnuvannya e in.); síntesis y descomposición (descomposición de complejos de metales importantes con la introducción de prados y en); procesos oxidativos (oxidación de compuestos orgánicos e inorgánicos por agentes oxidantes fuertes, etc.); procesamiento térmico (máquinas con pasador sellado, pulverización catódica de excedentes de tina, etc.).
- desechar todos los desechos y aguas residuales del estabilizador; avistamientos desde medio de los ríos tóxicos de otro grupo del lejano asedio; purificación de productos del habla del tercer grupo.
Figura 1. Esquema principal de la instalación de riego de lodos y purga de iluminadores:
1 - suministro a lodos; 2 – se clarifica el agua en la unidad de suministro de agua; 3 – agua técnica; 4 – otra vez; 5 - lodos agua-agua; 6 - filtro de tambor-aspirador; 7 - soplador de viento; 8 – bomba de vacío; 9 – receptor; 10 – tanque estacionario; 12 – bomba; 12 - capacidad; 13 - tolva para lodos drenado con agua El agua de purga del clarificador se dirige al tanque de recolección. Para avanzar en la sedimentación del lodo en este tanque, el agua soplada se hace burbujear a través del aire, luego el agua se bombea a un tanque de nivel constante y se coloca cerca de un filtro de vacío, en el que se separa el lodo. Los lodos se vierten a una tolva y luego directamente al vertedero de lodos. Después de fortalecer los lodos, el agua se devuelve a la planta depuradora. 
Figura 2. Esquemas de autoneutralización (A ) y neutralización (b ) aguas residuales importantes procedentes de plantas depuradoras:
filtro de cationes 1-H; filtro de 2 aniones; mezclador de 3 vapnyana; 4 bombas del mezclador de vapor; Dispensador de 5 bombas para leche al vapor; 6 sumideros para recoger agua regenerativa; bomba de 7 transferencias; Neutralizador de 8 tanques; Transferencia y arrastre de 9 bombas; El agua enfriada de los condensadores de turbina o de los depósitos de agua también se puede dirigir al sistema de llenado de gas o para neutralizar aguas residuales ácidas (a pH>9). El agua del lavado de los filtros mecánicos, como evidencia de la limpieza previa, va directamente a la línea de salida de agua (durante la coagulación) o a la parte inferior del agente aclarador de la piel (durante el remojo). Para garantizar un desperdicio continuo, esta agua se recoge primero del tanque de regeneración del agua de lavado de los filtros mecánicos. Si no es necesario un tratamiento previo, el agua procedente del lavado de los filtros mecánicos se puede tratar en un tanque de drenaje especial con agua clarificada conducida a la tubería de salida de agua y los lodos eliminados, estando en el vertedero de lodos o recogiéndose en el GZU. o enviado al sistema de recogida de agua de regeneración y filtros de intercambio iónico. Aguas residuales de la parte de intercambio iónico de la depuradora, para no tener en cuenta la gran cantidad de partículas gruesas que deben estar presentes al aflojar los filtros, así como otras sales. Es importante mantener esta agua alejada de las mentes locales: de aguas con los beneficios sanitarios, higiénicos y religiosos necesarios; en el sistema de eliminación de hidrocenizas; en la apuesta hay parejas para mentes climáticas amigables; en plantas de vapor; en acuíferos subterráneos. Tirar las aguas residuales de Vodomu Mozhlive para completar las mentes cantantes. Entonces, con aguas residuales ácidas, es necesario eliminar el desequilibrio ofensivo:
 ;
;
Y en los prados
 ,
,
Delaware A- proporción de mezcla a la distancia entre la salida de aguas residuales y el sitio de drenaje más cercano al punto de tratamiento de agua; q- consumo de agua rozrakhunka, igual al de los ríos no regulados con el consumo de agua mensual promedio más alto, con un 95% de seguridad; SCH- cambio en el contenido de agua, que provoca un cambio en el pH del agua de salida hasta el valor máximo permitido, mg-eq/kg; q SSH que q SK: elimina adicionalmente los ácidos de las aguas residuales, aparentemente, g-eq. Los ácidos arrojadizos y los terrones se indican con las siguientes expresiones:
 ;
;
 ,
,
Delaware GRAMO I GRAMO K - ácidos añadidos, kg; q I q K: las mascotas perdieron ácido medicinal durante la regeneración, g-eq/g-eq. Magnitud SCH indicado por la fórmula
 ,
,
Delaware SCH 0 - profundidad de la salida de agua del embalse, mg-eq/kg; pH D: pH aceptable del agua después de mezclar aguas residuales con agua (6,5 y 8,5); pH = pH D -pH 0 - el valor en el que está permitido cambiar el indicador de pH del agua; pH 0 – indicador del pH del agua a la temperatura del agua; - fuerza iónica del agua en un depósito; Antes 1 - constante de la primera etapa de disociación del H 2 3 a la temperatura del agua cerca del depósito. Si la eliminación de aguas residuales de fuentes hídricas destruye el sistema de alcantarillado, es necesario detener la neutralización preliminar. En la mayoría de las descargas de aguas residuales, la parte de intercambio iónico de las plantas de tratamiento de agua muestra una reacción ácida después de mezclar fluidos regenerativos con intercambiadores de cationes y filtros de intercambio aniónico. Para neutralizar, utilice reactivos estancados como dolomita, varios prados y, con mayor frecuencia. 
Fig. 3. Esquema de neutralización de las aguas de regeneración de las praderas con gases de combustión:
1 - filtro N-catiónico; 2 - filtro de aniones; 3 - pozo para recoger el agua de regeneración; 4 - bomba que bombea; 5 – tanque de neutralización; 6 – tubo de distribución; 7 - bomba de mezcla y descarte; 8 - eyector; 9 – gases de humo purificados de cenizas; 10 - agua que se enfría después de los condensadores de turbina. La neutralización no provoca un cambio brusco en el contenido de sal del agua, como ocurre con la deshidratación de otros reactivos. Parece por estas razones que cuando se neutraliza, se crea un asedio que puede levantarse desde el agua. También se obtuvieron pruebas positivas neutralizando las aguas residuales con agua con amoníaco. La concentración adicional de reactivos necesarios para la neutralización de aguas ácidas se puede escribir como q SR =P SK -Q SSH y prados - yak q SR =P SSH -Q SK .
Al neutralizar el vapor, el vitrato de CaO al 100% se convierte en q CaO = 28 q PC 10 -3.
La Figura 2 muestra un diagrama de la neutralización de aguas residuales ácidas. Si después de mezclar los patines de regeneración el agua tiene el carácter deseado, entonces su neutralización se puede llevar a cabo con gases de combustión en el nivel 2, 3, 2. El volumen requerido de gases de combustión V para la neutralización del volumen producido de aguas residuales de pradera es indicado por la fórmula
 ,
,
Delaware V GRAMO- la cantidad total de gases de humo que se generan durante el proceso de combustión, después del recolector de cenizas, m 3 / kg o m 3 / m 3; V SO2 ; V CO2і V NO2- volúmenes de gases auxiliares que se disuelven durante la quema, m3/kg o m3/m3. La Figura 3 muestra un diagrama de la neutralización de aguas residuales de plantas de tratamiento de agua con gases de combustión utilizando el método indirecto de burbujeo para liberar gas del agua. Con los mismos fines, se instalaron plantas de vaporización para la concentración y vaporización profunda de aguas residuales (Central Térmica de Ferganá, Central Térmica de Kazán-3). El concentrado se suministra a la planta de procesamiento de residuos concentrados. La instalación es un dispositivo con juntas estancas (Fig. 4), donde se realiza la evaporación hasta eliminar la sal cristalina que se forma en una mezcla que no se filtra.
4. Purificación de aguas residuales para eliminar productos de nafta.

Fig.4. Un aparato de horno para vaporizar aguas residuales.:
1 - abrigo grabado; 2 – dispositivo; 3 – ventilador; 4 – tanque; 5 - regulador de nivel
Para depurar las aguas residuales de los productos de nafta se utilizan los métodos de sedimentación, flotación y filtración. Un método para establecer la base de la potencia de la migración de productos de agua y nafta. Las partículas de productos de nafta, bajo la influencia de fuerzas de tensión superficial, se hinchan hasta adquirir una forma esférica y sus tamaños varían de 2 a 3 x 10 2 micrones. El valor, convertido al tamaño de la partícula, se llama grado de dispersión. El proceso se basa en el principio de ver los productos de nafta bajo la influencia de la densidad del agua y las partículas de aceite. En lugar de productos de nafta, el efluente fluye y alcanza un nivel medio de 100 mg/l. El almacenamiento de los productos de nafta se realiza en una planta de nafta (Fig. 5). El agua se suministra a la cámara receptora y, pasando por debajo del tabique, se drena desde la cámara de drenaje, donde tiene lugar el proceso de descarga de agua y productos derivados del petróleo. El agua purificada, al pasar por debajo de otra partición, se retira de la trampa de nafta y los productos de nafta forman un flotador en la superficie del agua y se eliminan mediante un dispositivo especial. Al elegir nafta, es necesario tener en cuenta los siguientes supuestos: la fluidez del flujo de agua en todos los puntos de la sección transversal es la misma; el flujo de agua es de naturaleza laminar; La fluidez de la descarga de partículas de productos de nafta es constante a lo largo del flujo.

Fig.5. Diagrama de una planta típica de nafta.:
1 taza de agua; 2 cámaras primarias; Zona de 3 secciones: 4-agua purificada; 5- tabiques verticales reforzados; 6-tubos colectores de naftas; 7-pulverización de productos de nafta La temperatura del agua tiene un impacto significativo en la eficiencia de la planta de nafta. El aumento de la temperatura del agua provoca una disminución de la viscosidad, lo que elimina la pérdida de partículas visibles. Por ejemplo, el fueloil a una temperatura del agua inferior a 30 °C se deposita en el separador de aceite; en el rango de 30...40 °C, partes del fueloil están presentes en la etapa correspondiente, y por encima de 40 °C, la temperatura del agua es inferior a 30 °C. Aparece el efecto de las partículas que se fusionan. 
Fig.6. Naftovlovitsa Giprospetsprombud con mecanismo raspador:
1 – cámara primaria; 2 – partición; 3 – zona de agua; 4 – partición; 5 – cámara de entrada; 6 – bandeja de desbordamiento; 7 – raspador; 8 – tubos divididos giratorios; 9 - hoyo; 10 - ascensor hidráulico
La Figura 6 muestra el hidrospetsprombud naftovik. Los productos de nafta, que se vierten sobre la superficie de las cámaras de líquido, son conducidos mediante un dispositivo raspador hasta grandes tuberías giratorias, que se esparcen sobre la superficie y cerca de las zonas húmedas de la sección de piel, a través de las cuales se elimina el hedor del planta de nafta. Debido a la presencia de casas que se hunden cerca de las aguas residuales, los hedores caen al fondo del tanque de nafta, son arrastrados por el mismo transportador raspador hacia el pozo y, con la ayuda de esta válvula (o elevador hidráulico), son eliminados de el tanque de nafta. Las pastas Naftopaste de este tipo tienen una productividad de 15...220 kg/s en aguas residuales.
Pequeño 5.7. Diagrama de instalación para flotación a presión:
1 entrada de agua; 2-reservorio primario; tubería de 3 tubos; 4 líneas; 5 bombas; cámara de 6 flotaciones; 7-pinozbirnik; 8 diluciones de agua purificada; Capacidad de 9 presiones El método de flotación para purificar el agua implica la creación de complejos de una parte de los productos de nafta: un bulbo de agua con la corriente de estos complejos del agua. La fluidez de fusión de tales complejos supera en 102...103 veces la fluidez de fusión de partículas de productos de nafta. Por estos motivos, la flotación es una solución muy eficaz.

Fig.8. Esquema de instalación para flotación sin presión:
1 entrada de agua; 2-reservorio primario; tubería de 3 tubos; 4 líneas; 5 bombas; cámara de 6 flotaciones; 7-pinozbirnik; 8-diluciones de agua purificada se separan mediante flotación a presión, en la que los bulbos de agua son visibles desde la sección transversal del agua, y sin presión, que se utiliza para ayudar a los bulbos de agua, por lo que se introduce agua especial en otras dependencias. . Durante la flotación a presión (Fig. 7), el agua se rompe a una presión de hasta 0,5 MPa, para lo cual se suministra agua a la tubería frente a la bomba, y luego se bombea agua con una longitud de 8-10 x en un Su tanque de presión especial se recoge y se introduce en el flotador, donde se libera la presión, se forman los bulbos en el aire y el proceso de flotación se lleva a cabo bajo el agua y en la casa. Cuando se reduce la presión en la entrada de agua del flotador, cuando se libera el agua, se pueden ver bulbos solidificados casi en forma de manopla. En la flotación sin presión (Fig. 8), la formación de los bulbos se logra mediante fuerzas mecánicas (bomba, eyector) o eléctricas y el flotador está listo para introducir el sistema bulbo dispersado-agua. El tamaño óptimo de los bulbos es de 15 a 30 micrones. La fluidez de fusión de bulbos de este tamaño a partir de partes acumuladas de aceite llega a ser de 0,9...10 -3 m/s, lo que es 900 veces mayor que la fluidez de fusión de partes de aceite de un tamaño de 1,5 micrones. La filtración de agua aceitosa y aceitosa se produce en la etapa final de purificación. El proceso de filtración se basa en la adhesión de partículas emulsionadas de productos de nafta a la superficie de los granos del material que se está filtrando. Los desechos filtrados pasan por una depuración preliminar de las aguas residuales (distanciamiento, flotación), antes de los filtros la concentración de productos de nafta es baja y asciende a 10 -4 ... 10 -6 partes volumétricas. Al filtrar aguas residuales, las partículas de productos de nafta son visibles por el flujo de agua en la superficie de los granos del material filtrado y forman canales de poros muy estrechos. Con una superficie hidrófoba (no interactúa con el agua), las partículas se adhieren bien a los granos; con una superficie hidrófila (no interactúa con el agua), la adhesión se dificulta debido a la presencia de una capa de hidratación en la superficie de los granos. . Sin embargo, las partículas que se pegan quedan colgando de la membrana de hidratación y, en cualquier momento, el material filtrante se vuelve hidrofóbico.  Fig.9. Cambio de la concentración de fueloil en el condensado durante la hora de vaporización del filtro al regenerar el material del filtro. Cuando el filtro está funcionando, partes de los productos derivados del petróleo reponen gradualmente el volumen de los poros y saturan el material que se está filtrando. Como resultado, después de diez horas, se establece un equilibrio igual entre la cantidad de aceite que se ve desde el flujo hacia las paredes y la cantidad de aceite que se escurre desde la aparición de la saliva en el pie a lo largo del flujo. de las bolas del material se lo que filtra. Con el tiempo, la saturación de productos de nafta cae hasta el límite inferior de la bola del filtro y aumenta la concentración de aceite en el filtrado. En este caso, el filtro está sujeto a regeneración. Un aumento de la temperatura del agua corresponde a un cambio en la viscosidad de los productos de nafta y, por tanto, a una distribución equitativa de la altura de la bola. Los materiales tradicionales para los filtros filtrantes son la arena de cuarzo y la antracita. A veces es necesario eliminar el ácido sulfónico del filtro catiónico de Na. El tiempo restante es para endurecer escorias de alto horno y de hogar abierto, arcilla expandida y diatomita. Especialmente para estos fines ENIN im. G. M. Krzhizhanovsky desarrolló la tecnología para extraer coque del carbón de Kansk-Achinsk.
Fig.9. Cambio de la concentración de fueloil en el condensado durante la hora de vaporización del filtro al regenerar el material del filtro. Cuando el filtro está funcionando, partes de los productos derivados del petróleo reponen gradualmente el volumen de los poros y saturan el material que se está filtrando. Como resultado, después de diez horas, se establece un equilibrio igual entre la cantidad de aceite que se ve desde el flujo hacia las paredes y la cantidad de aceite que se escurre desde la aparición de la saliva en el pie a lo largo del flujo. de las bolas del material se lo que filtra. Con el tiempo, la saturación de productos de nafta cae hasta el límite inferior de la bola del filtro y aumenta la concentración de aceite en el filtrado. En este caso, el filtro está sujeto a regeneración. Un aumento de la temperatura del agua corresponde a un cambio en la viscosidad de los productos de nafta y, por tanto, a una distribución equitativa de la altura de la bola. Los materiales tradicionales para los filtros filtrantes son la arena de cuarzo y la antracita. A veces es necesario eliminar el ácido sulfónico del filtro catiónico de Na. El tiempo restante es para endurecer escorias de alto horno y de hogar abierto, arcilla expandida y diatomita. Especialmente para estos fines ENIN im. G. M. Krzhizhanovsky desarrolló la tecnología para extraer coque del carbón de Kansk-Achinsk. 
Figura 10. Esquema tecnológico de depuración de aguas residuales para eliminación de productos de nafta:
1-tanque primario: 2-naftovik; 3 tanques intermedios; 4 flotadores; capacidad de 5 presiones; 6 eyectores; Imprimación de fueloil 7; Filtro mecánico de 8; filtro de 9 piezas; 10 tanques de agua de lavado: 11 receptores; 12 compresores; 13 bombas: 14 veces coagulante La regeneración del filtro se realiza con vapor de agua mediante una prensa de 0,03...0,04 MPa a través del dosificador superior. El vapor calienta los productos de nafta capturados y el hedor sale de la bola. La duración de la regeneración no supera los 3 años. El exceso de aceite del filtro va acompañado de un aumento inicial de su concentración en el condensado y luego de cambios (Fig. 9). El condensado se descarga en tanques delante de la nafta o del flotador. La eficiencia de la purificación de aguas residuales en filtros a granel que contienen productos de nafta se acerca al 80%. En lugar de productos de nafta, se fija en 2...4 mg/kg, lo que supera el HDC. El agua con tal viscosidad se puede enderezar con fines tecnológicos TES. En algunos casos, este filtrado debe purificarse adicionalmente mediante sorción (arrastrado por dióxido de carbono activo) o filtros naturales. En la Fig. 10 se muestra un esquema típico para el tratamiento de aguas residuales de productos de nafta. Las aguas residuales se recogen en tanques intermedios intermedios, en los que se recogen partes de las partículas gruesas más grandes. casa y partículas de productos de nafta. Las aguas residuales, a menudo drenadas de la casa, van directamente a la pasta de nafta. Luego el agua pasa al tanque intermedio y es bombeada al flotador. Los productos derivados del petróleo se envían al receptor de fueloil, luego se calientan con vapor para reducir la viscosidad y se retiran de la instalación de pulverización catódica. El agua parcialmente purificada pasa directamente a otro depósito intermedio y desde éste se conduce a una unidad de filtrado, que consta de dos partes. La primera etapa dispone de un filtro con filtro de doble bola fabricado con arena de cuarzo y antracita. La otra etapa consta de un filtro de sorción. Activos encantados de los Vugillas. La etapa de purificación del agua para este esquema debería ser cercana al 95%.
5. Purificación del agua de lavado en la superficie calefactora de las calderas.
Las aguas de lavado de aguas regenerativas (RVP) son sustancias ácidas (pH = 1,3...3), que eliminan partículas gruesas: óxidos, ácido silícico, productos de desecho, menor parte de cenizas, ácidos fuertes y, sulfato de metales importantes, la mitad de níquel, midi y en. vanadio 0,3...0,8, cobre 0,02...0,05, sustancias dependientes 0,5, exceso seco 32...45. Las aguas residuales de los lavadores RVP y las superficies de calentamiento por convección de las calderas son neutralizadas por sus praderas. En este caso, los metales importantes se depositan en el lodo en forma de hidróxidos similares. El agua residual de las calderas de gasóleo se mezcla con vanadio, el lodo que se crea durante su neutralización y una valiosa materia prima para la industria metalúrgica. Por tanto, el proceso de neutralización y depuración de aguas residuales se organiza de la siguiente manera. Para clarificar el agua y las aguas residuales procedentes de lodos de vanadio, que se envían directamente a las plantas metalúrgicas, con los productos finales, se clarifica el agua. La neutralización del agua de lavado se realiza en una o dos etapas. Al neutralizar una etapa, las aguas residuales se tratan con leche vaporizada hasta un pH = 9,5...10 y se eliminan todos los componentes tóxicos del sedimento. En la Fig. 11, las indicaciones de las divisiones de OTI y Teploelektroproekt y las instalaciones en la central termoeléctrica 5 de Kiev son una variante del esquema para neutralizar y exponer las aguas residuales de la RWP. En este esquema, el agua de lavado se suministra al tanque neutralizador, el cual también se dosifica y descarga. La mezcla se mezcla con bombas de recirculación y aire comprimido, luego se deja durante 7...8 años, después de lo cual parte del agua clarificada (50-60%) se recicla para lavar las calderas y los lodos se alimentan para drenar en el filtro. prensa tipo FPAKM. Los lodos son enviados mediante un transportador de tornillo para su envasado y almacenamiento. La productividad del filtro prensa es de 70 kg/(m 2 año). El filtrado del filtro prensa se transfiere a un filtro catiónico para capturar el exceso de cationes de metales importantes. El filtrado de los filtros de intercambio catiónico se descarga al cuerpo de agua. 
Figura 11. Esquema de instalación para calefacción exterior y neutralización de aguas residuales de calderas y RVP:
1-agua obmivna; Neutralizador de 2 tanques; 3 bombas; 4 filtros prensa; Agua de 5 tecnologías para lavar la tela filtrante; tornillo transportador; 7 máquinas para coser bolsos; 8-navantazhuvach; colección de 9 tanques; bomba de 10 filtrados; Bomba de extracción de 11 sales; Tanque de 12 medidas para dividir sal; 13-filtrado; departamento de 14 regeneración; filtro de cationes /5; Leche 16-vapnyane; 17 mezcladores; 18 bombas; 19-el agua se aclara en la repetición vikoristannya; Después de 20 minutos, se realiza la regeneración del filtro con NaCl y el agua de regeneración se descarga en el tanque neutralizador. El agua se acidifica, los lodos se enriquecen con óxidos de salinidad, sulfato de calcio y bajos en vanadio (pentóxido de vanadio inferior al 3...5%). El Instituto de Investigación y Desarrollo de la Metalurgia de Chelyabinsk (CHNDIM), junto con el TPP-5 de Kiev, ha desarrollado un método para reemplazar el vanadio bajo asedio. En el caso de neutralización de una etapa, el reactivo de precipitación se utiliza para mezclar hidróxido Fe(OH) 2, calcio Ca(OH) 2, magnesio Mg(OH) 2 y ion silicato SiO 3 2 -. El proceso de precipitación se realiza a pH = 3,4 ... 4,2. Para aumentar la concentración de vanadio en el lodo, el proceso de sedimentación se puede organizar en dos etapas. En la primera etapa se realiza la fertilización (NaOH) a pH = 4,5-4,0, en la que se produce la precipitación de Fe (OH) 3 y la mayor parte de vanadio, y en la otra etapa se realiza el proceso de neutralización a pH = 8,5... 10, en el que precipitan otros hidróxidos. La otra etapa está en pleno apogeo. Cuyo valor es el lodo, lo eliminaremos en la primera etapa de neutralización.
6. Depuración de aguas residuales, lavado químico y conservación de equipos.
Las aguas residuales provenientes del prearranque (después de completar la instalación) y de los lavados químicos operativos y de mantenimiento son “voleas” agudas con una gran variedad de arroyos que se ubican en ellas. El volumen total de aguas residuales obstruidas de un lavado químico para promover la purificación, m 3, se puede calcular a partir del virus.
Delaware A-Sumarny obsyag de contornos de lavado, m 3; Antes-El coeficiente es de 25 para el gasóleo TEC y de 15 para el carbón aserrado, ya que en el resto de las precipitaciones parte del agua de lavado con menos de 100 mg/l de agua puede ser arrojada a la gasolinera. Existen dos opciones principales para la depuración de aguas húmedas y de conservación:
- en TES que funcionan con fuego raro y similar al gas, así como en TES de carbón con un sistema DZP de circuito abierto (flujo directo); en TEC, que funciona con fuego sólido con un sistema DZP reversible.

Figura 12. Esquema de depuración de aguas residuales para enjuague:
1 – tanque; 2 – tanque neutralizador; 3 – escurridor de lodos; 4 – tanque para corrección del pH; 5 – suministro de leche al vapor; b - suministro de vapor de cloro; 7 - suministro de sulfuro de sodio (Na 2 S); 8 – ácido sulfúrico: 9 – suministro de aire; 10 – agua para purificación; 11 - agua para filtro prensa: 12 - descuento
Para eliminar los enjuagues y los materiales conservantes para eliminar los nitritos, puede usar líquidos ácidos para lavarlos o tratarlos con ácido. En este caso, es necesario asegurarse de que al eliminar los nitritos se generen gases NO y NO 2, cuya fuerza es superior a la del aire. Por lo tanto, se puede acceder al tanque en el que se ha llevado a cabo un extenso trabajo para eliminar el nitrito, lo que sólo podrá permitirse después de una ventilación reactiva del tanque y una verificación de la contaminación por gas. La hidrazina y el amoníaco que se encuentran en las aguas residuales pueden resultar dañados por el vapor de cloro. En este caso, la hidracina se oxida con cloro y nitrógeno libre. Para una destrucción prácticamente completa de la hidracina, el volumen de vapor de cloro se puede aumentar hasta alcanzar el valor estequiométrico en aproximadamente un 5%. Cuando el amoníaco reacciona con el cloro se crea cloramina que, en presencia de un pequeño exceso de amoníaco, lo oxida con nitrógeno. Cuando hay un gran exceso de amoníaco, se crea hidrazina como resultado de su interacción con la cloramina. Por lo tanto, cuando hay un químico contaminado con cloro, para reemplazar el amoníaco, es necesario absorber rápidamente la dosis estequiométrica del químico. El amoníaco se puede neutralizar como resultado de la interacción con el ácido carbónico durante la aireación en el tanque neutralizador o en el tanque de corrección de pH. Se clarifica el agua, que se sedimenta después del lavado y eliminación de conservantes, se debe tratar adicionalmente para darle una reacción neutra (pH = 6,5...8,5) y re-vicoristan para las necesidades tecnológicas de la central. La hidracina se encuentra en los desagües sólo unos pocos tramos, mucho después del estallido de la violencia en el medio. Posteriormente no se detecta hidracina, lo que explica su oxidación en el sitio catalítico de la reacción y los medios. 
Figura 13. Esquema de la unidad de depuración de conservas:
1 - desechar productos enlatados; 2 - suministro de reactivos; 3 - el tanque recoge las mercancías que se pueden conservar; 4 - suministro de vapor inflamable: 5 - bomba; 6 – drenaje de la fuente de alimentación externa: 7 – bomba de circulación; 8 - eyector: 9 - línea de recirculación La tecnología para purificar aguas residuales a partir de flúor se basa en el tratamiento de alúmina con ácido hídrico y sulfúrico en la proporción actual: por 1 mg de flúor, al menos 2 mg de Al 2 Pro 3. El nivel excesivo de flúor no alcanza más de 1,4...1,6 mg/l. El agua del tanque se clarifica para corregir el pH mediante depuración bioquímica, que es un método de depuración universal. El proceso de limpieza bioquímica se basa en la vitalidad de varios tipos de microorganismos que pueden degradar las sustancias orgánicas y minerales que se encuentran en las aguas residuales, como fuente de agua y energía. Para la depuración biológica se utilizan tanques de aireación y biofiltros. Existe la necesidad de concentrar determinadas sustancias en el agua, lo que conduce directamente a la biopurificación. A mayores concentraciones, estas sustancias se vuelven tóxicas para los microorganismos. Se establece la concentración máxima permitida de reactivos en el agua que se procesa directamente para la purificación biológica, en mg/kg:
- hidracina 0,1; liberación de ácido sulfúrico 5; cloro activo 0,3; anhídrido ftálico 0,5.
7. Eliminación de aguas residuales de los sistemas de eliminación de hidrocenizas.
El volumen de aguas residuales de los sistemas de tratamiento de gas a menudo supera la tarea general de resolver todas las aguas residuales obstruidas por TES. Por lo tanto, la purificación de aguas residuales de los sistemas de tratamiento de gas y, en el caso de los sistemas de circulación, la purificación del agua de soplado es aún más complicada. El tratamiento de estas aguas residuales implica una alta concentración de fluoruros, arsénico, vanadio, mercurio, germanio y otros elementos que tienen propiedades tóxicas. Cuando están estancadas en dichas aguas, su agotamiento es mayor, es decir, la concentración de sustancias de desecho se reduce al nivel en que pueden ser descargadas del agua. Métodos básicos de cambio de divisas:
- asediando la casa; sorción de casas con diversos sorbentes, incluso con cenizas; Procesamiento directo del estancamiento de los procesos oxidativos.
8. Depuración de aguas residuales procedentes de plantas depuradoras de azufre
Varios TES en Alemania tienen instalaciones para la depuración de aguas residuales, que se instalan en la etapa de clarificación de la suspensión de yeso en concentradores. Por ejemplo, en el bloque de la central termoeléctrica Bergkamen de 750 MW, el tratamiento de aguas residuales se realiza en una instalación de una sola etapa, cuyo diagrama se muestra en la Fig. 14. el agua esta turbia 1
acercarse al tanque de doble cámara 2
, donde se suministra el 45% de la soda cáustica del tanque para la precipitación de metales. 3
. Hora Rozrahunkovy dii NaOH – 5 minutos. Basta con ajustar el pH en el rango de 8,7...9,3. 3 tanque 2
el agua llega al embalse 4
Donde en el mundo 5
Se suministra floculante. Después de introducir el floculante, el agua residual pasa directamente al clarificador. 6
. A través del tubo de descenso, revestido con las carcasas interior y exterior del clarificador, el agua fluye hacia el volumen intermedio. La liquidez del flujo aguas abajo sigue siendo de 10...15 m/s. La porción restante de agua y lodo se bombea directamente al flujo de agua después de la carcasa interior. El flujo colapsa hacia arriba a una velocidad de 3 mm/s y en este momento se produce la aglomeración y sedimentación de partículas sólidas, que caen a la parte inferior del iluminador y son eliminadas mediante un nuevo mecanismo raspador. El agua clarificada se suministra a través del dispositivo de recolección interno. 7
el tanque recoge agua limpia 10
.  Figura 14. Esquema de instalación de tratamiento de aguas residuales en el bloque de la central termoeléctrica Bergkamen de 750 MW: 1 – el agua está obstruida; 2 – tanque de dos cámaras; 3 - capacidad de hidróxido de sodio; 4 – depósito; 5 – capacidad floculante; 6 - osvitlyuvach; 7 - dispositivo de iluminación ensamblado; 8 - acumulación de purines; 9 - filtro prensa; 10 – tanque de recogida de agua limpia; 11 – bomba; 12 - Rivnemir; 13 – válvulas; 14 - vitratomir y válvula de control; 15, 16 - válvula de control; 17 – agua purificada; 18 - carga La concentración de la fase sólida en el lodo, visible desde el clarificador, se acerca al 10%. Los lodos deben recogerse en un recolector de lodos especial. 8
. Una pequeña parte del lodo se devuelve a la etapa de servicio como semilla. El volumen de acumulación de lodos está asegurado para dos tipos diferentes de instalaciones, con total atención para evitar piezas de emergencia en caso de daño del filtro prensa. La hora del filtro prensa robótico 9
fijó 8 años para dobu. Durante esta hora se procesan 3...4 atracciones. Después de prensar un tanque, se crean 2 toneladas de lodo, en lugar de resina seca en un nuevo 30...35%. El almacén de químicos para salida y agua purificada se ubica en la Tabla 3. Agua purificada 17
El ciclo de desulfuración gira. El diagrama de control de la instalación también se muestra en la Fig. 14. La cantidad de hidróxido de sodio se dosifica cuidadosamente en el agua de salida (vitratómero y válvula de control). 14
); se introduce el floculante proporcionalmente hasta perder el agua (válvula de control 15
). Almacén de productos químicos para residuos y agua depurada.
Figura 14. Esquema de instalación de tratamiento de aguas residuales en el bloque de la central termoeléctrica Bergkamen de 750 MW: 1 – el agua está obstruida; 2 – tanque de dos cámaras; 3 - capacidad de hidróxido de sodio; 4 – depósito; 5 – capacidad floculante; 6 - osvitlyuvach; 7 - dispositivo de iluminación ensamblado; 8 - acumulación de purines; 9 - filtro prensa; 10 – tanque de recogida de agua limpia; 11 – bomba; 12 - Rivnemir; 13 – válvulas; 14 - vitratomir y válvula de control; 15, 16 - válvula de control; 17 – agua purificada; 18 - carga La concentración de la fase sólida en el lodo, visible desde el clarificador, se acerca al 10%. Los lodos deben recogerse en un recolector de lodos especial. 8
. Una pequeña parte del lodo se devuelve a la etapa de servicio como semilla. El volumen de acumulación de lodos está asegurado para dos tipos diferentes de instalaciones, con total atención para evitar piezas de emergencia en caso de daño del filtro prensa. La hora del filtro prensa robótico 9
fijó 8 años para dobu. Durante esta hora se procesan 3...4 atracciones. Después de prensar un tanque, se crean 2 toneladas de lodo, en lugar de resina seca en un nuevo 30...35%. El almacén de químicos para salida y agua purificada se ubica en la Tabla 3. Agua purificada 17
El ciclo de desulfuración gira. El diagrama de control de la instalación también se muestra en la Fig. 14. La cantidad de hidróxido de sodio se dosifica cuidadosamente en el agua de salida (vitratómero y válvula de control). 14
); se introduce el floculante proporcionalmente hasta perder el agua (válvula de control 15
). Almacén de productos químicos para residuos y agua depurada.
después de la instalación de desulfuración Tabla 3
| Pokáznik | agua cosida |
|
| hasta la limpieza | después de la limpieza |
|
| pH | ||
| Palabras importantes, mg/l | ||
| GPC, mg/l | ||
| Cadmio, mg/l | ||
| Mercurio, mg/l | ||
| Cromo, mg/l | ||
| Níquel, mg/l | ||
| Zinc, mg/l | ||
| Plomo, mg/l | ||
| Cobre, mg/l | ||
| Sulfitos, mg/l | ||
| Fluoruro, mg/l | ||
| Sulfato, mg/l | ||
- En contacto con 0
- Google+ 0
- DE ACUERDO 0
- Facebook 0